Eliquo Hydrok Ltd
Decentralised Sludge Treatment (2020)

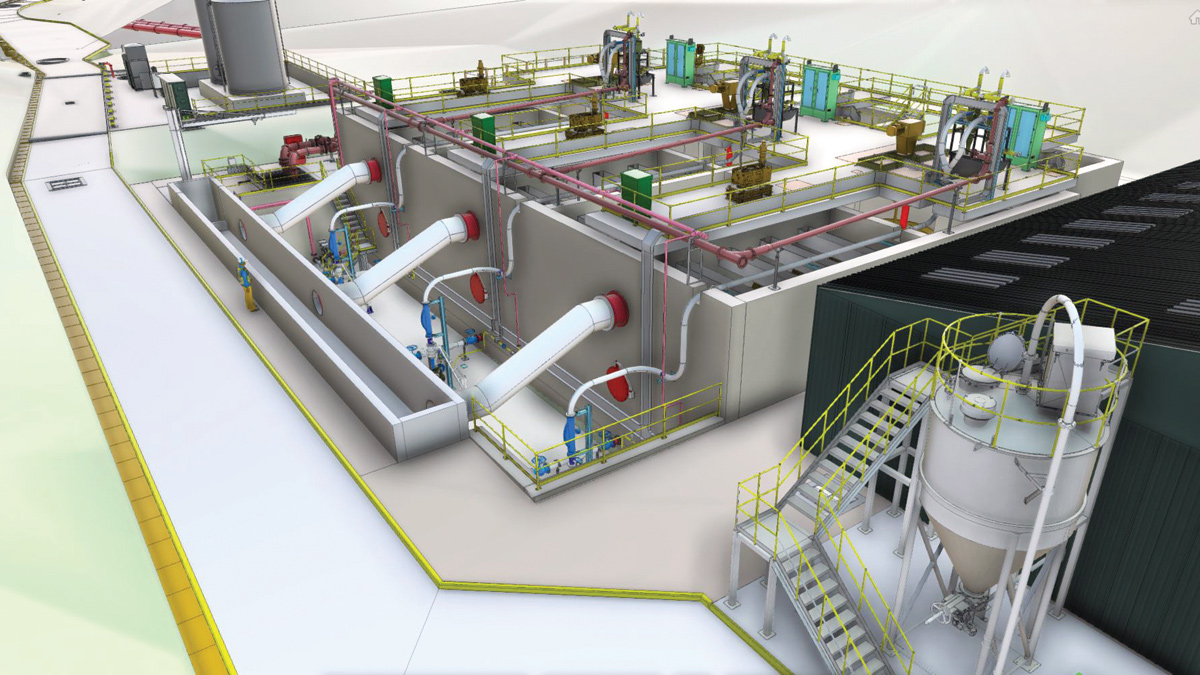
Sludge treatment building Linz-Unkel WwTP (lateral view) - Courtesy of Eliquo Stulz
Water companies are continuously facing mounting pressure to comply with environmental regulations related to sludge and protect water resources in a cost-effective, safe, and sustainable manner. In the UK for example, Ofwat has now set a limit in pounds (£) per tonne of dry solids treated during AMP7 (2020-2025). For some water companies, this new limit to TOTEX is significantly lower than expected. By comparison in Germany the sewage sludge ordinance of 2018 makes phosphorus (P) recovery mandatory for all wastewater treatment plants (WwTP) larger than 50,000 person equivalents (PE). The regulation will require these plants to recover the phosphorus by 2029 if the sludge contains more than 2% phosphorus/DS (dry solids) and prohibits the land application of sewage sludge. In recent years this has driven up the sludge disposal cost to more than 100 €/tonne in many regions of Germany. As a result, water companies are searching for innovative and cost-efficient ways to handle dry solids in an environmentally friendly manner – one of these approaches is decentralised sludge treatment with drying and carbonisation.

EloDry® low-temperature sludge dryer at Linz-Unkel WwTP – Courtesy of Eliquo Stulz
Overview of decentralised sludge treatment
The political choices on the alternative routes for sludge disposal vary significantly between countries. In the UK, the majority (approximately 80%) of the sewage sludge is recycled to land, whereas in Germany that number is less than 30%. In contrast, the vast majority (more than 60%) of the almost 1.8 million tonnes of sewage sludge total solids (TS) produced in Germany goes to incineration (2016 figures). These differences in the local regulation create market conditions that can incentivise innovation. In Germany, with high disposal and electricity prices, decentralised sludge handling solutions are becoming a more attractive option for WwTPs.
This paper describes decentralised sludge treatment as on-site treatment of sludge post dewatering consisting of a low-temperature belt dryer and carbonisation to minimise quantity and cost of disposal. In the UK, where land application costs are still relatively low (less than £50/tonne), drying in combination with carbonisation as decentralised approaches to sludge treatment, are currently not a common practice. However, as the market for sludge shifts with deregulation or new environmental laws, Germany offers lessons learned on decentralised sludge management that can be valuable to UK water companies.

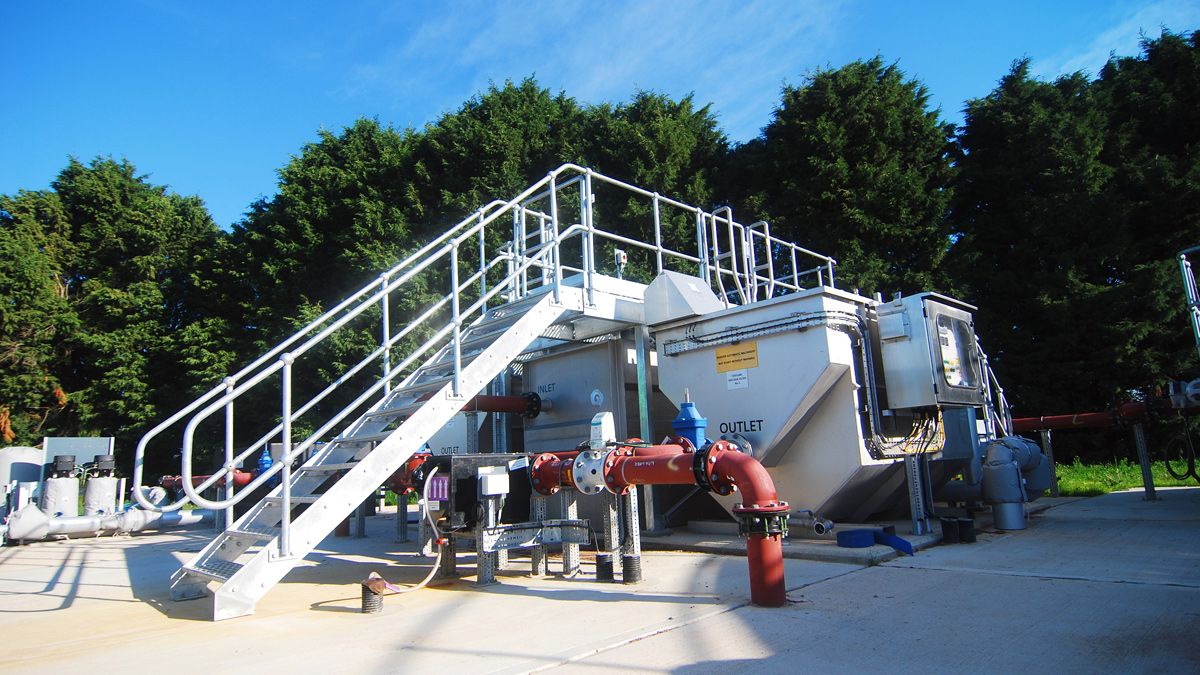
(left) photo showing the heat recovery and acid scrubber and (right) belt dryer stainless steel construction – Courtesy of Eliquo Stulz
The benefits of decentralised sludge treatment vary from country to country, but in general, the handling of sludge on-site provides predictability and independence from hauling market conditions, including cost and/or availability of disposal routes. Low-temperature belt drying with subsequent carbonisation reduces the amount of sludge by more than 80% and the remaining 20%, the biochar, is a plant available phosphorus fertiliser. With a drying temperature of approximately 80°C at a feed temperature of 90°C, EloDry® is an energy-efficient belt dryer operating at a thermal energy demand from 800 kWh per ton of evaporated H2O per hour. As an autothermic process, Pyreg® (the carbonisation technology) uses the sludge energy (approximately >11 MJ/kg) to run and provides excess heat to cover 50% of the thermal energy needed for the drying process, minimising operational costs. The other 50% of thermal energy can come from a heat source at the treatment plant, such as CHP running with biogas from the digester or a natural gas burner. In Germany, where energy is on average 0.1 €/kWh and treatment plants are paying 100 to 170 €/tonne to send sludge to mono incineration, energy-efficient decentralised sludge treatment provides a reliable way to predict and manage OPEX in the years ahead.

PYREG® carbonisation unit – Courtesy of Eliquo Stulz
The temperature of thermal treatment affects the chemical form of phosphorous in the final product post drying and carbonisation. The phosphorus in the sewage sludge remains available to plants to a higher degree after the carbonisation process because the temperature (between 500 – 700°C) is lower than conventional incineration. However, the carbonisation technology fully sanitises the sludge and micro-contaminants such as pharmaceutical residues or micro-plastic are destroyed. Heavy metals, mainly cadmium and mercury, undergo volatilisation in the carbonisation reactor, transferred to the syngas and activated carbon filters remove these heavy metals from the off-gases. The German regulations for fertiliser require a minimum level of 10% P2O5 and maximum threshold levels for metals like As, Pb, Cd, Cr, Ni, Hg, Cu, Zn. The P-ash resulting from the carbonisation process from the case study discussed below is a product fully compliant with the German regulations, as shown in Table 1.
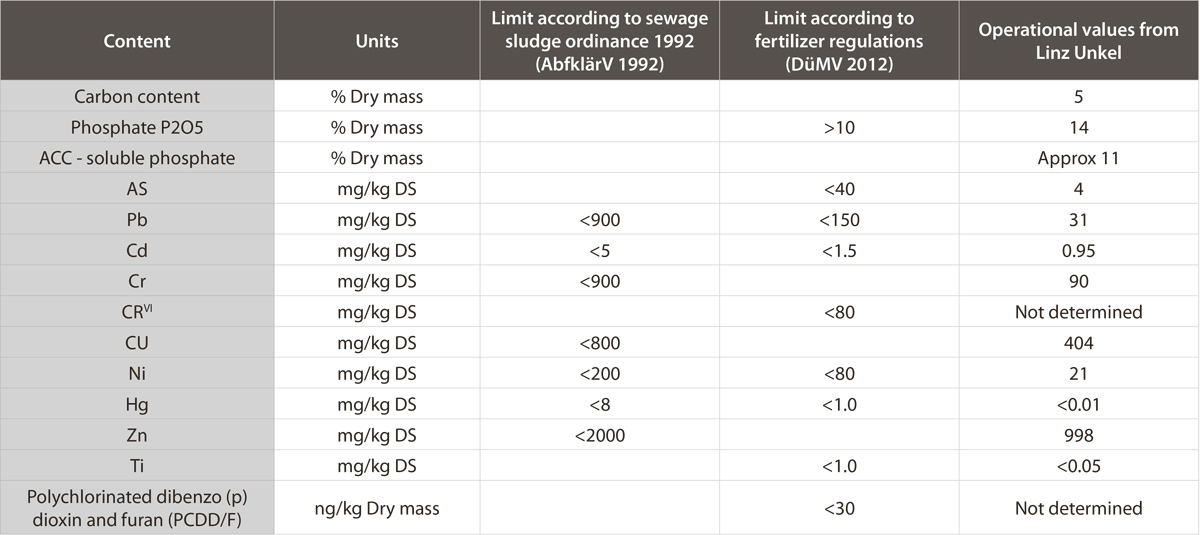
Table 1: German regulatory limits of sewage sludge
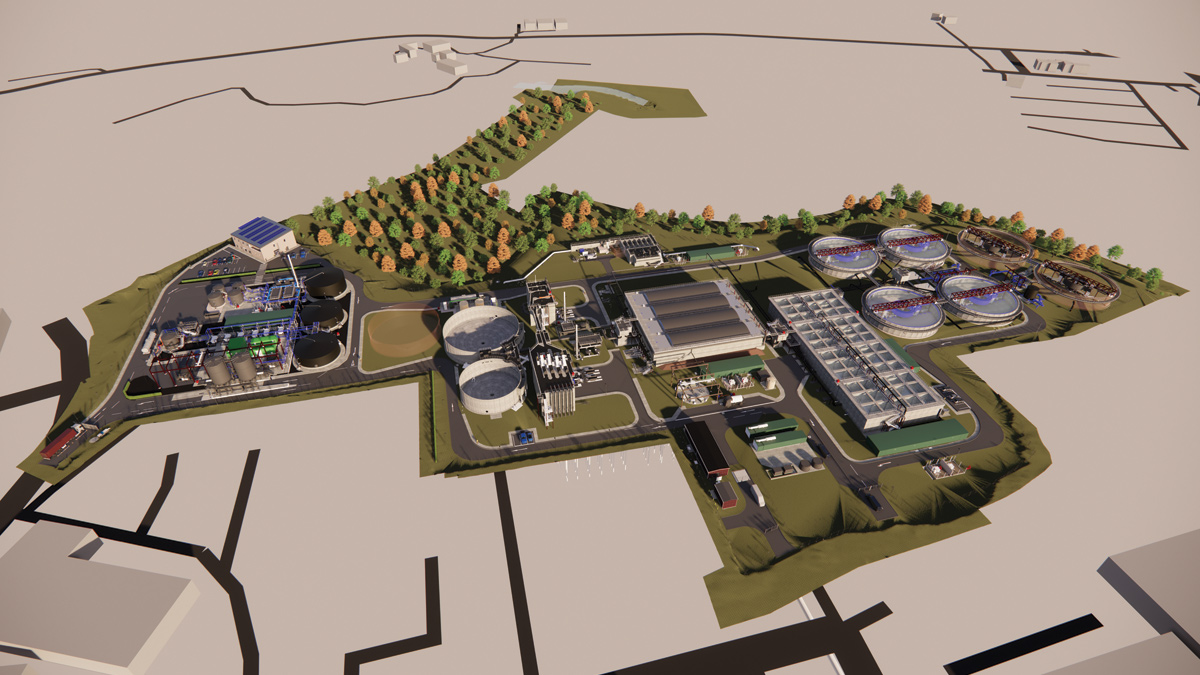
Case study: Linz-Unkel WwTP
The case study of Linz-Unkel (LU) – a WwTP adjacent to the Rhine, 20km south of Cologne in Germany, illustrates the benefits and challenges of decentralised sludge treatment. LU has a design capacity of 28,000 PE and processes 560 tonnes DS of sludge annually. Shortly before the implementation of the belt dryer and carbonisation system in 2014, the sludge line underwent a significant upgrade to the digesters and installation of a microturbine with flue gas heat exchanger to utilise the resulting biogas. The design parameters of the decentralised sludge treatment technologies were:
- Digested sludge throughput 560 t DS/a.Dry soli
- ds content of digested sludges 26% DS.
- Organic solids content 55% DS.
- Biogas generation min. 22 Nm3/h (528 Nm3/d).
- Heat value: min. 6.0 kWh/Nm3.
Before drying, the digested sewage sludge is first dewatered in a screw compactor, which achieves high DS content (up to 26%) using limited polymer. Sludge dewatering is continuous and fed directly to the belt dryer without intermediate storage, avoiding odours and preserving the sludge structure. The dryer is made out of stainless steel with two-stage polyester belts designed to protect against electrostatic charges and optimal drying results.
The completely automated system is equipped with several measurement and control loops to ensure safe operation. An acid gas scrubbing system cleans the dryer’s waste air to comply with German regulatory standards. The dewatered sludge is dried to a dry solids content of about 90%. This percentage of dry solids content is required to ensure the exothermic operation of the carbonisation system. The main design parameters of the sludge dryer were:
- Drying temperature 55–90°C.
- Water evaporation capacity max. 400 kg H2O/h.
- Specific heat requirement, 825 kWhth/kg H2O.
- Electrical energy requirement, 40 kWhel/kg H2O.
- Operating hours up to 8,000 h/a.

Feeding system: feeding screw controlled by level sensors (red dot) – Courtesy of Eliquo Stulz
The dried sewage sludge is continuously fed to the carbonisation reactor via a rotary gate valve. The carbonisation technology uses a staged combustion design. First, the dried sewage sludge enters a gasification reactor equipped with an auger screw where the off-gases from the combustion chamber heat the sludge. As the material moves upwards, it undergoes gasification and then it is carbonised and partially mineralised, resulting in fully hygienised ash containing phosphorus. 83% of the sewage sludge mass post dewatering is eliminated. In a second stage, the syngas developing in the reactor is completely combusted at about 1,250°C in the combustion chamber, and the heat generated is used for heating the gasification reactor and for drying the digested sludge in the dryer. Exhaust gas undergoes further treatment before is discharged to the atmosphere. The main design parameters for the carbonisation reactor were:
- Annual throughput 563 t DS.
- Annual production 375 t P-ash.
- Operating hours 7,500 h/a.
- Min heating value 10 MJ/kg.
- Particle size, 30mm.
- Fuel power max. 500 kW.
- Waste heat for dryer up to 150 kW.
Cost/benefit analysis
The table below illustrates the savings and operational costs at Linz-Unkel for heat, electricity, disposal and personnel costs.
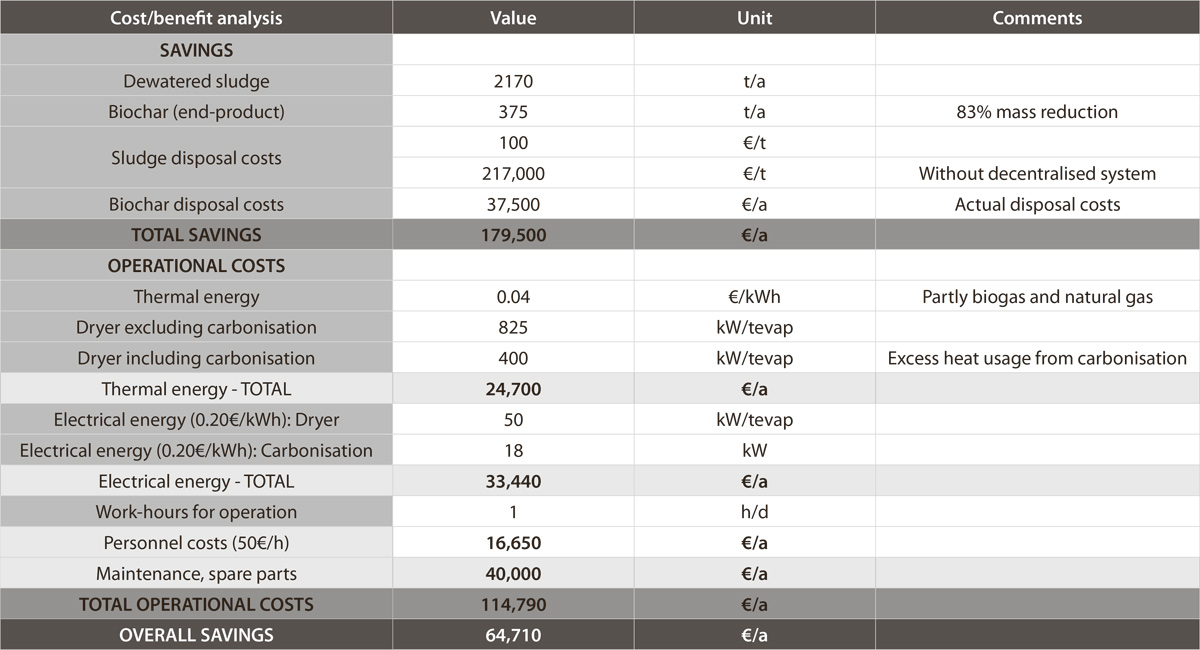
OPEX: Cost benefit analysis of drying and carbonisation – Courtesy of Eliquo Stulz
Lessons learned
For both the dryer model and the carbonisation unit, it was the first full-scale installation. The carbonisation system worked with other biomasses like wood-chips, but the process was different for sewage sludge. Below are some of the lessons learned for both the dryer and the carbonisation unit. These lessons learned have been applied to the design and construction of several other dencentralised sludge treatment installations since 2014.
Belt dryer
Fouling of heat exchangers: The installed belt drying system has an upflow airstream, which has some advantages compared to downflow airstream systems; for example, a lower pressure drop. However, an unexpected drawback of such an upflow airstream system is that the circulating airflow carries smaller and lighter particles (i.e. hair) ultimately fouling the heat exchangers.
To address this, the dryer manufacturer installed filters in front of the heat exchangers. The operator replaces the filters on a weekly to bi-weekly basis, depending on the conditions (weekly in spring because of pollen). The filter solution has reduced maintenance time significantly (changing the filters is a very brief task) and the uptime of the dryer is > 8,000 h/a.

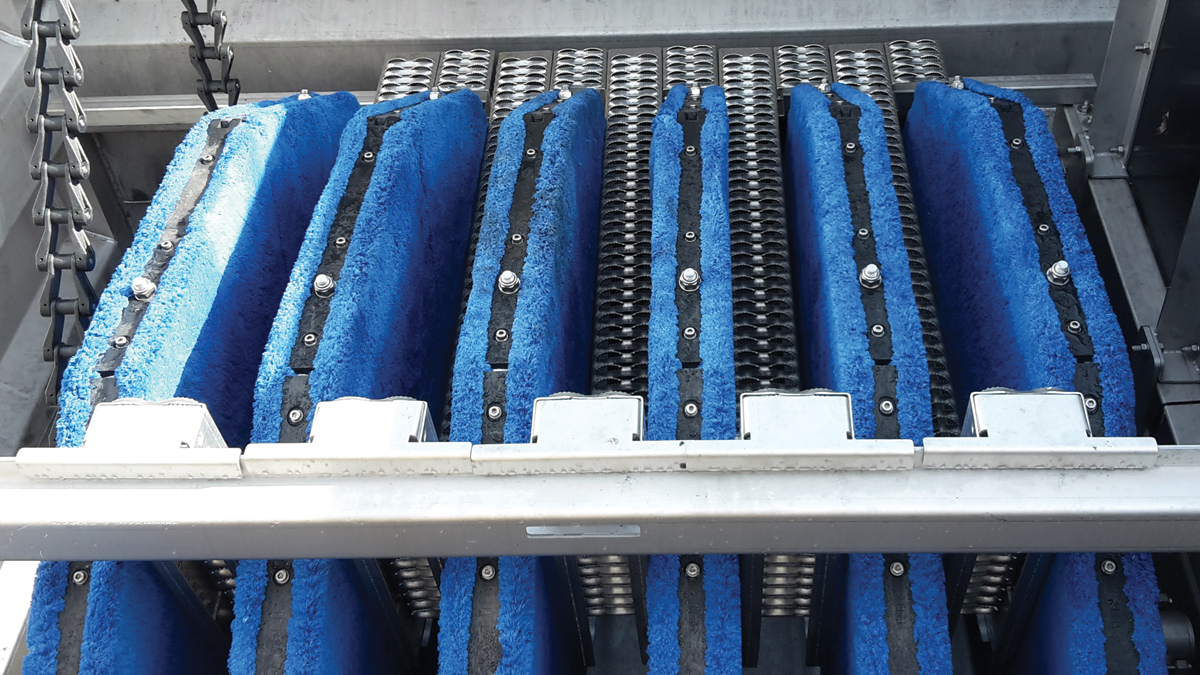
EloDry® belt dryer size NT16 – Courtesy of Eliquo Stulz
Waste Air: The installed system included a spray condenser to cool down the waste air after passing the recuperator heat exchangers. The cooled waste air can be used as inlet air, mixed with fresh air to reduce the total volumetric flow of the waste air. The thermal energy of the waste air should be utilised for other low-temperature systems on-site. However, the condenser is out of operation because the total carbon-limit for waste air of sludge dryers in Germany is 20 mg/m3 and using recirculated waste air results in higher total carbon concentrations. Therefore, the lesson learned is that using fresh air only is critical to reach the strict limits for total carbon in the waste air.
Carbonisation unit
Waste air treatment: One challenge was to comply with the strict German legislation for off-gas. The measurements showed an unexpectedly high amount of dust of initially 100 mg/m3. The limit for dust in the off-gas for this plant is 10 mg/m3. The waste air treatment was upgraded with a special cloth filter to ensure a dust concentration in the off-gas to comply with the limits.

Dry sludge sample, dried with belt dryer – Courtesy of Eliquo Stulz
Disposal route for Biochar product: While the biochar, which is the byproduct of the carbonisation process, is a hygenised, plant-available fertiliser, there is no approved disposal route in Germany as a fertiliser. Now, the option is to dispose of it at incineration plants or to landfill. The technology manufacturers are exploring legal avenues for the utilization of the biochar as a fertiliser. In Sweden, the product has been officially traded and registered. Based on the Swedish registration, the usage in Germany as a fertiliser can be legally possible as well. This is currently under discussion with the authorities.
The regulatory limits in Germany and the characteristics of the product are listed in Table 1. The German regulations for fertiliser require a minimum level of 10% P2O5 and maximum threshold levels for metals like As, Pb, Cd, Cr, Ni, Hg, Cu, Zn, which are met by the biochar.
Table 1: German regulatory limits of sewage sludge
Conclusion
While there is no ‘one-size fits all’ solution for handling the mounting regulatory and operational pressures of sludge treatment, the decentralised solution provides long-term control on OPEX, especially in Germany where stringent P recovery regulations continue drive up hauling costs. In addition, other benefits of decentralised treatment include:
- Energy-efficient plant operation due to a multi-stage heat recovery concept.
- Transportation by lorries reduced by up to 80%.
- Potentially significant reduction in CO2 emissions in comparison to other thermal sludge processing.

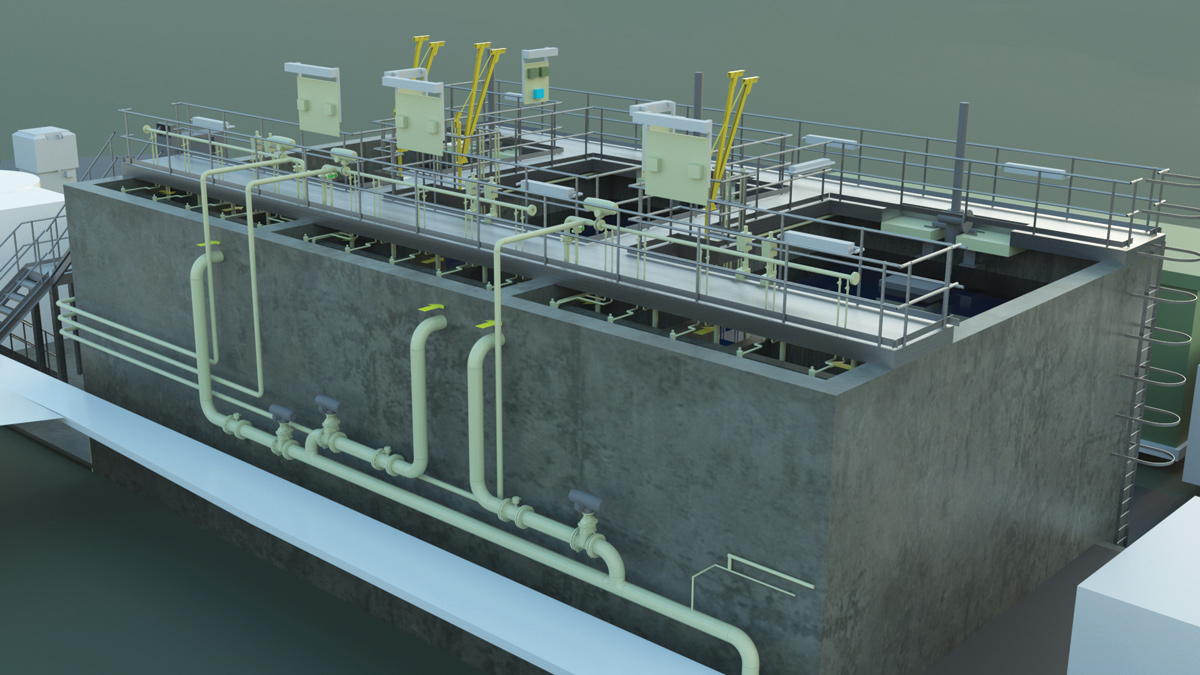
Sludge treatment building in Linz-Unkel WwTP (front view) – Courtesy of Eliquo Stulz
The disposal route for the biochar as a fertiliser remains a controversial topic for EU regulators. While there is still high dependence on the import of phosphate rock mined outside of the EU, domestic waste such as sewage sludge could potentially cover approximately 20-30% of EU’s demand for phosphate fertiliser (European Commission 2015). Moreover, operators of wastewater treatment plants would benefit from access to new markets for fertilisers originating from sewage sludge with the potential for an additional revenue stream. The UK has not yet implemented laws regulating fertilisers produced from organic materials, nor does it specify limit levels of heavy metals in fertilisers in general. Therefore, there is even more potential for implementing these types of decentralised treatment technologies in the UK without the regulatory challenges experienced in Germany. Decentralised sludge treatment plants are a sustainable and cost-effective alternative to centralised sludge incineration plants and a alternative for safely recovering phosphorus from sewage sludge.
This paper was prepared by Felix Wigand, Technology Manager – Decentralised Sludge Projects with Eliquo Stulz, Lewis O’Brien, Technical Director with Eliquo Hydrok, and Gloria Cadavid, International Business Development Manager with Eliquo Water Group.
For more information contact: Eliquo Hydrok: +44 (0)1726 862000 | www.eliquohydrok.co.uk
![]()