North Wales Sludge Strategy & Five Fords AAD (2018)

Five Fords AAD - Courtesy of MMB/M7
Welsh Water set out its vision in its Sewage Sludge Strategy 2040 how it intended to deal with the number one waste management challenge all water utility providers face, the sustainable management and disposal of wastewater sludges. With ever tightening nutrient and heavy metal limits on agricultural usage, and more pressure than ever for companies to be more self-sufficient with their energy usage, many are turning to more advanced and innovative ways to treat wastewater sludges.
Background
Previously, in 2010, Welsh Water delivered the first part of its vision by implementing two advanced anaerobic digestion (AAD) facilities in South Wales at Cardiff Wastewater Treatment Works (WwTW), and Afan WwTW. Since late 2014, Mott MacDonald Bentley (MMB), on behalf of Welsh Water’s Capital Delivery Alliance, has been delivering the second phase of Welsh Water’s Sludge Strategy aim, the £56.2m North Wales Sludge Strategy (NWSS). At its heart the NWSS is a waste management strategy, but also aims to deliver both Opex savings and enable the business to meet the Biosolids Assurance standards from June 2018. The other principle drivers behind the strategy are:
- Production of an ‘enhanced’ standard biosolid.
- Improve dewaterability of biosolid product reducing transport costs.
- Increased solids destruction increasing gas yield and reducing transport costs.
- Reduced reliance on aging assets for sludge treatment.
(left) NWSS selected option schematic and (right) THP Stream – Courtesy of MMB
Initial feasibility
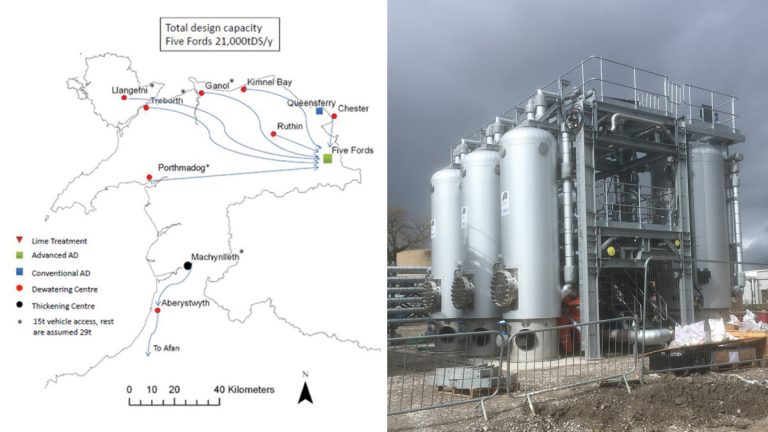
The initial concept solution for NWSS was to replicate the solution for South Wales, and develop two AAD sites, one in North East and one in North West Wales, to treat a combined sludge volume of 22,000tDS/annum. However, through initial sludge data analysis, the team identified the potential to do something different by utilising existing assets which would ultimately maximise the benefit to Welsh Water and the customer.
The team embarked on a detailed feasibility study to determine whether two AAD sites would provide the best option.
This required an extensive period of data collection and analysis, looking into the volumes of sludge to be transported and their origin. A transport model was built using ‘as tendered’ prices per mile, utilising knowledge already existing within the Welsh Water logistics team. Early engagement with the supply chain also meant the latest technological advances could be utilised when devising the solutions and conducting the OPEX calculations.

(left) Porthmadog dewatering building and (right) – Cake belt reception units – Courtesy of MMB
To further supplement the feasibility study the team also embarked upon:
- Sludge production forecasts by conducting on-site process assessments utilising crude sewage data and comparing that to imported and exported sludge figures.
- Landbank availability assessments to ensure safe, secure outlets remained wherever the AAD sites were located.
- An in-depth resilience scenario review to look at potential failure modes across North Wales, ensuring that a single site option was robust enough to become the centralised sludge treatment centre.
- Asset condition surveys to understand what plant could be reused within the new solutions and what plant required replacement.
- Environmental assessments to ensure whatever solution was picked allowed for mitigation measures to ensure the development minimised its impact on the environment and local surroundings.
This information was then subject to a strategy option identification process, where feasibility-level designs were analysed on a whole life cost basis, so selection of the preferred solution could be made via a risk and value workshop. Multiple options were analysed including location and number of plants.
The selected option for the strategy was the construction of a single £37m Advanced anaerobic digestion (AAD) Plant at Five Fords WwTW, near Wrexham. A further £19.2m would then be invested in the decommissioning and conversion of seven satellite wastewater sludge processing sites to export dewatered biosolids for processing through AAD at Five Fords WwTW.
Existing plant configurations
The existing site at Five Fords WwTW was a conventional anaerobic digestion facility, with liming following digestion. The site had a treatment capacity of 10,000 tDS/annum and included; a liquid import centre with two stage screening, 2 (No.) 3,814m3 digesters complete with heat exchanges and natural gas hot water boiler, 1 (No.) 1,350m3 gas bag, 4 (No.) gravity belt thickeners, lime treatment facility and existing dewatering and cake storage building.
In 2015 a new gas to grid facility was commissioned at Five Fords WwTW. The facility cleans, upgrades and pumps the biogas generated through the digestion process into the national gas grid.
The seven satellite sites are all existing sludge treatment centres, with five being conventional digestion facilities and two liming facilities. All treat biosolids for disposal to agriculture, and the digestion facilities generate biogas for on-site usage and power generation through existing CHPs.

(left) Liquor treatment plant model and (right) Five Fords as beginning of construction – Courtesy of MMB/M7
Proposed solution
Following selection of the strategy single option, the proposed solution at each of the sites was developed in detail. Commencing in early 2016, design was conducted collaboratively with the supply chain and the client, culminating in multiple risk and value reviews, HAZOPs, and Access, Lifting & Maintenance (ALM) reviews. The following is a breakdown of the final solutions.
Five Fords
The design capacity of the proposed Five Fords AAD facility is 47.9 tDS/d and all biogas generated through the new process will be diverted to the existing on site gas to grid facility. The process stages of the development are:
- 2 (No.) belt reception units for imported cake with 30m3 storage.
- First stage cake dilution and 90m3/hr cake pumping station.
- 2 (No.) 300m3 cake storage silos where imported cake and dewatered indigenous sludges are blended.
- Pre-THP dewatering building where indigenous primary sludges, SAS and screened imported liquid sludge (existing liquid import centre) are dewatered.
- Final effluent filtration and UV disinfection centre.
- Dual stream thermal hydrolysis plant and three-stage sludge coolers.
- 2 (No.) 2.5t steam raising natural gas/biogas boilers.
- 1 (No.) 2000m3 gas holder.
- 1 (No.) post-digestion tank.
- Post-THP dewatering building.
- Automated digester grit removal and classification system.
- Existing cake building upgrade and new extension to increase storage.
- 2 (No.) odour control units for cake imports and post-THP.
- Liquor treatment plant utilising Anammox technology (MBBR) to treat post-THP liquors before discharge to the existing WwTW.

Kinmel Bay sludge storage tanks – Courtesy of MMB
Satellite sites
The solution at each of the satellite sites was similar in its intention, but due to the size and condition of each of the sites the investment required ranged from £0.3m to £6m. The notional solution at each of the sites is:
- Liquid sludge import screen and well.
- Thickening.
- Enhanced screening via Strainpress.
- Dewatering centrifuge.
- Polymer dosing and batching plant.
- Cake export system delivering into 29t trailers.
- Sludge buffer storage coupled with pump mixing.
- Odour control unit.
- Decommissioning of the existing process.
Efficiencies & lessons learned through detailed design & delivery
Throughout the design and delivery process the team strived to ensure past lessons were learned from, and future efficiencies and innovations were realised.
Capturing lessons learned: Through delivering several sludge treatment facilities across the UK, MMB and the Capital Delivery Alliance were able to ensure mitigation was put in place to avoid previously encountered issues. Lesson learned workshops were held with the Cardiff and Afan AAD delivery teams before detailed design commenced to capture pertinent points from their journey, but also key site visits were made across the UK to get operations perspective.
Direct outcomes of these lessons learned included:
- A two-stage dilution system with hot FE to ensure a more robust control of the %DS feed to the THP, but also reduce the steam requirement due to pre-warming.
- Use of warm FE for polymer make-up to improve solids capture in dewatering.
- Use of belt reception units rather than hoppers to reduce excavations during construction and mitigate conducting maintenance activities in a pit during operation.
- Use of direct coupled cake transfer pumps to the bottom of the cake silos removing any bridging risk and subsequent starvation of flow to the THP.
Technology Innovation: As part of the delivery the team strived to embrace the latest advances in technology when it came to the selection of plant. Some highlights are:
- Due to the production of high strength liquors via the post-digestion (and therefore, thermal hydrolysis) centrifuges a liquor treatment plant is required to reduce the ammonia load returned back to the WwTW, providing resilience and protection to the current discharge consent. This liquor treatment process would conventionally be an activated sludge process, reducing ammonia via traditional nitrification/denitrification.
- This traditional option was challenged due to its high chemical and power usage, and a detailed option selection process was undertaken where Veolia Water Technologies’s moving bed biofilm reactor (MBBR) HYBAS technology was selected. This is a purpose-designed high strength liquor treatment technology, utilising anaerobic ammonium oxidation (Anammox) processes.
- Compared to conventional treatment there is a large OPEX saving as the Anammox bacteria convert ammonium and nitrite directly to N2 anaerobically, minimising the need for aeration and alkalinity dosing.
Design for Manufacture and Assembly (DfMA) and standardisation: Due to the repeatability of the satellite sites, and the numerous package plants utilised at Five Fords, the team was able to exploit the benefits that DfMA and standardisation brings. Some highlights are:
- The development of 4 standard products for the satellite sites; dewatering, polymer dosing and batching, sludge tanks and sludge screen. The design of these products has been procurement-led and developed alongside the supply chain following an extensive tendering process. This work ensured they are as easy to adapt as possible. This development has saved time in design and key meetings such as HAZOPs as well as led to procurement efficiencies.
- The new boiler house was designed collaboratively with the supplier Dunphy Combustion. The boiler house was fully HAZOP’d and ALM’d before being manufactured, assembled and fully tested in Dunphy’s factory. The building was then broken down into sections before delivery to site.
Procurement-led design: Procurement has been managed holistically rather than on a project-by-project basis, saving time in tender bid analysis. We have always championed procurement-led design, ensuring we design once, reducing wastage. Innovative delivery models have been trialled with key supply chain partners, including pilling and mechanical install, where their design expertise has been exploited for commercial gain and reduction in waste.
Digital design: We are now producing and managing more information in construction than ever before. With the correct workflows, processes and tools in place the way we deliver projects can be enhanced, paving the way for truly intelligent delivery and assets. Through this project we were able to develop and utilise different tools, including intelligent P&IDs and databases, to ensure data was managed from inception through to commissioning in the most efficient way, making the whole process automated.
The team particularly exploited advancements in modelling, immersive environments and virtual reality to help the whole project team make efficiencies through design reviews, maintenance assessments and construction ‘dress rehearsals’. These tools help reduce health and safety incidents during construction by highlighting clashes before they happen and reduce time during handover as the operator feels more confident inheriting an asset they have already ‘walked around’.
Construction
Following completion of the new access road and bridge over the River Clywedog, construction commenced at Five Fords in April 2017, with the first activity being the installation of piling. The scheme was broken up into four distinct phases to ensure construction activities could take place in a safe manner, and supplier lifting procedures did not clash.
Working with the supply chain, the team strived to remove any large below ground structures, meaning the majority of plant was installed on slabs at ground level. This not only made construction safer but also reduced time and cost. Also, by striving for as much DfMA as possible mechanical install was reduced on site with the obvious benefits.
The satellite schemes began on site in March 2017 and were phased in the construction commencement to ensure the team could benefit as much as possible from lessons learned as delivery teams moved from site to site.
Five Fords AAD ProjectProcess and package plant suppliers
- THP & sludge coolers: Cambi AS
- Cake belt reception units & storage silos: CTM Systems Ltd
- Liquor treatment plant: Veolia Water Technologies
- Dewatering centrifuges: Alfa Laval
- Polymer dosing plant: Northern Pump Suppliers
- Imported sludge cake pumps, THP feed pumps, blending pumps, centrifuge feed and cake pumps and BLI pumps (Five Fords): SEEPEX UK Ltd
- Cake pumps: Mono Pumps
- UV plant: ATG
- Rotamat and Strainpress screens, grit removal system & classifier: Huber Technology
- Odour control: Air Water Treatment Ltd
- FE filters:Bollfilter UK Ltd
- Mechanical install: Alpha Plus Ltd
- Mechanical install: JB Fabrications
- Mechanical install: Gallagher McKinney
- Caustic dosing plant: Gee & Co
- Boiler: Dunphy Combustion Ltd
- Gas bag: AJ Tensile
- Package pumping plant: Xylem Water Solutions
- Post-digestion aeration system: Aquatreat
- Sludge cake silos: Stortec Engineering Ltd
- Tanks: Goodwin Tanks
- Tank mixers: Xylem Water Solutions
- Cake loading system: JR Pridham
Progress
With construction well developed at Five Fords, the commissioning phase is to begin in July 2018, with an enhanced product being produced by first quarter 2019.
The full scheme will be completed by end of 2019. The satellite sites will be completed in line with the import requirements to commission the AAD plant at Five Fords so all will be completed by summer 2019.

Five Fords AAD summary – Courtesy of MMB
Summary
This paper aims to summarise the work conducted to date on the North Wales Sludge Strategy, with a real focus on the feasibility phase of the project and the efficiencies gained through design and delivery.
It also demonstrates how, through innovative thinking, MMB and the Welsh Water Alliance challenged initial proposals for two AAD plants in North Wales. This led the team to conclude on a single AAD Plant option that has reduced capital investment by £15m, reduced operational costs by £2.1m/annum, and whole life costs by £40m.