
Tideway Central – Falconbrook Pumping Station (2020)
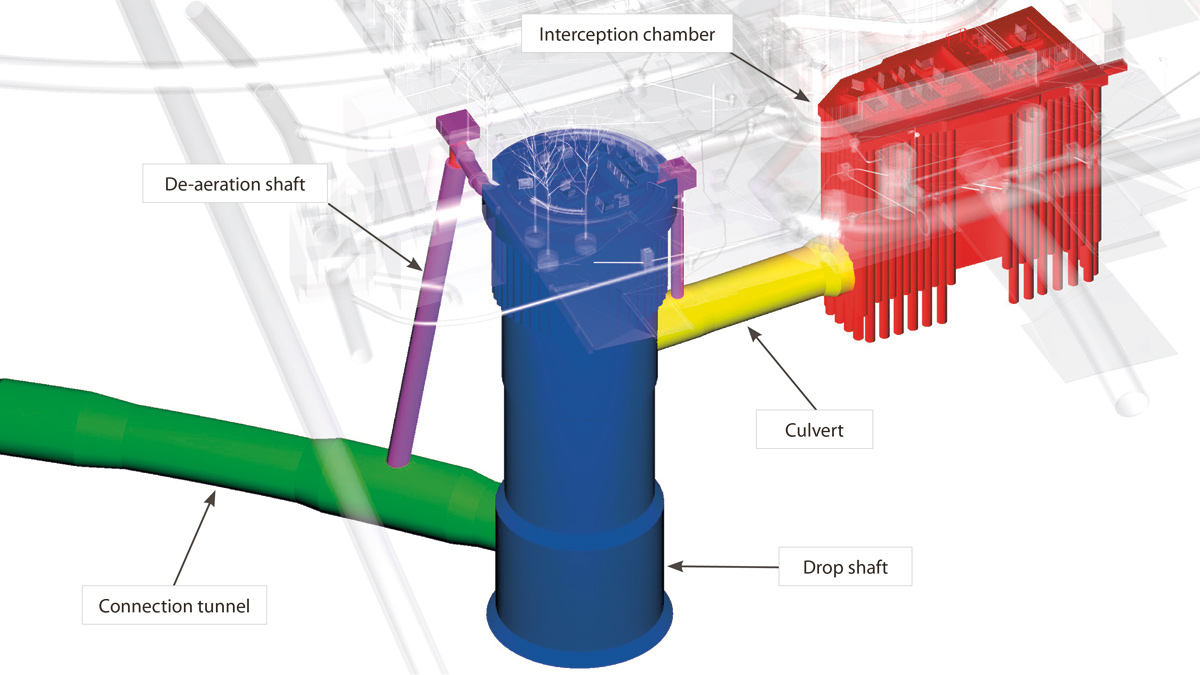
Figure 1: FALPS work site - Courtesy of FLO JV
Falconbrook Pumping station (FALPS), located in the London Borough of Wandsworth, is the most westerly site on the Thames Tideway Central Section. FALPS is an active pumping station, discharging approximately 700,000m3 of untreated sewage directly into the River Thames each year via six storm pumps. The current station has a combined discharge volume rate of 11.4m3/s. The works being undertaken at FALPS consist of constructing an interception chamber (IC) which intercepts the current flow and diverts it through a 15m connection culvert into a 42m deep combined sewer overflow (CSO) drop shaft (as shown in figure 1). The flow will then travel 250m along a tunnel which joins the main Tideway Tunnel. From there the flow travels beneath the Thames to Beckton STW via Abbey Mills and the previously constructed Lee Tunnel. FLO JV, a joint venture of Ferrovial Agroman UK and Laing O’Rourke Construction is responsible for delivering the Thames Tideway Tunnel Central Contract.
Background
The interception chamber is a reinforced concrete (RC) substructure, through the centre of which runs the live Low Level 1 Relief Sewer (LL1RS), as shown in figure 2. The LL1RS is considered a highly critical asset in the Thames Water Utilities Limited (TWUL), servicing numerous boroughs from the south west of London. In order to construct the RC box, temporary works secant piles were necessary to be installed as earth retention and water cut-off. As aforementioned, this LL1RS is a live sewer and therefore must be kept operational throughout the construction of the chamber. This necessitates the need for a different earth retention design in the local areas through which the sewer enters and exists the IC RC box, as piles cannot be bored through the live sewer. The solution that evolved for these localised areas was the installation of timber sideboards, supported via steel walers spanning between universal column sections that have been cast within the secant piles. The typical arrangement can be seen in Figure 2.
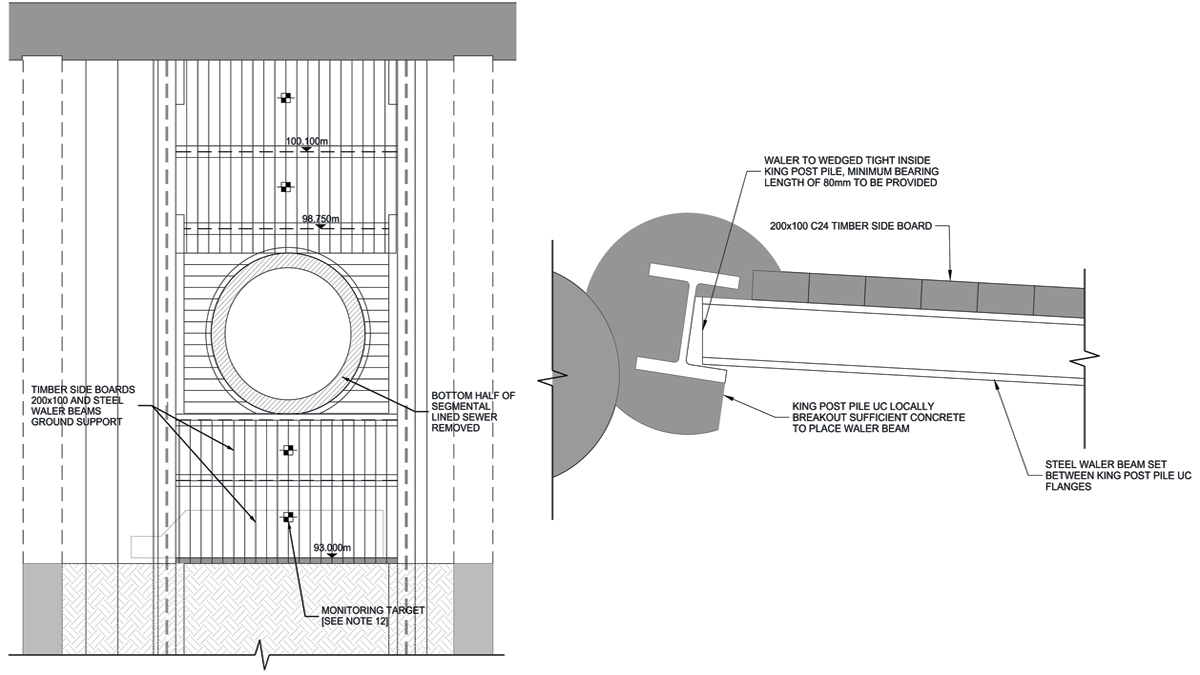
Figure 2: Earth retention solution. Extract from OTB’s temporary works design – Courtesy of OTB/FLO JV
Ground stability
The timber earth retention system would need to be installed predominantly within the River Terrace Deposit strata. Previous ground investigation works carried out by open boring to a depth of 3m, showed that the ground would not be sufficiently stable for the duration required to enable the installation of the timber sideboards. The timbers were to be installed below the water table level, thereby increasing the risks associated with water flowing through the ground. The water flow caused concerns over the stability of the ground, buildability of the timbers, and the potential to undermine nearby buildings.
These risks necessitated the requirement for a ground stabilisation solution. Numerous options were considered including; driving sheet piles, dewatering wells and ground-freezing. Through optioneering and design iterations the eventual solution that was decided to proceed with, was the installation of jet grouting columns.
However, jet grouting had never previously been carried out directly against Thames Water Utilities Limited (TWUL) assets before. It became evident through meetings held with TWULs’ AP (Asset Protection) team, that due to the above mentioned highly critical nature of the LL1RS and the proximity to the pump station, TWUL would be reluctant to consent to the activity taking place.
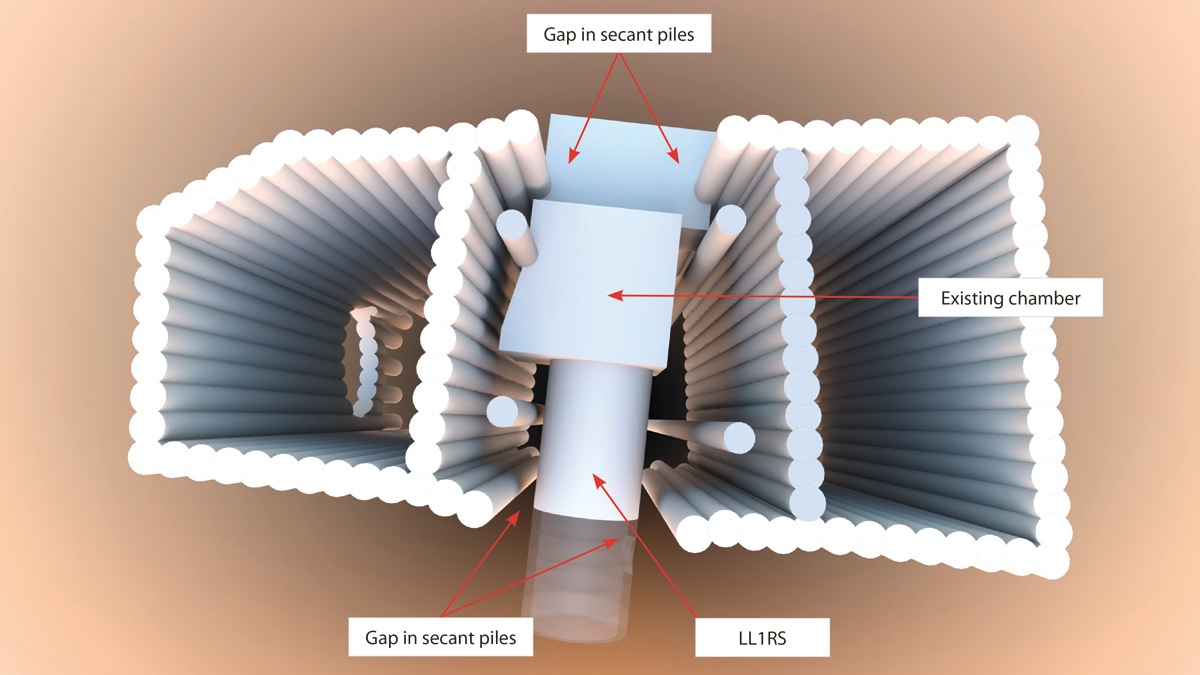
Figure 3: Interception chamber – Courtesy of FLO JV
Investigational works
The jet grouting solution would require drilling within 300mm of the LL1RS, followed by grouting under 400 bar of pressure. With little detail of the condition and construction of the asset, FLO had to prove to TWUL that these activities could be carried out safely and without adverse impact on the existing asset.
In order to provide the necessary confidence to TWUL that the proposed works would not negatively impact their sewer, FLO carried out a desk top study of the historic drawings to understand the construction methodology of the asset. The findings of which revealed that the LL1RS was constructed in the 1960s and comprises of precast concrete segments with an internal in situ lining, as depicted in figure 4. In addition, it was found that there is a change in the level of the sewer midway through the IC where the sewer runs through an existing chamber.
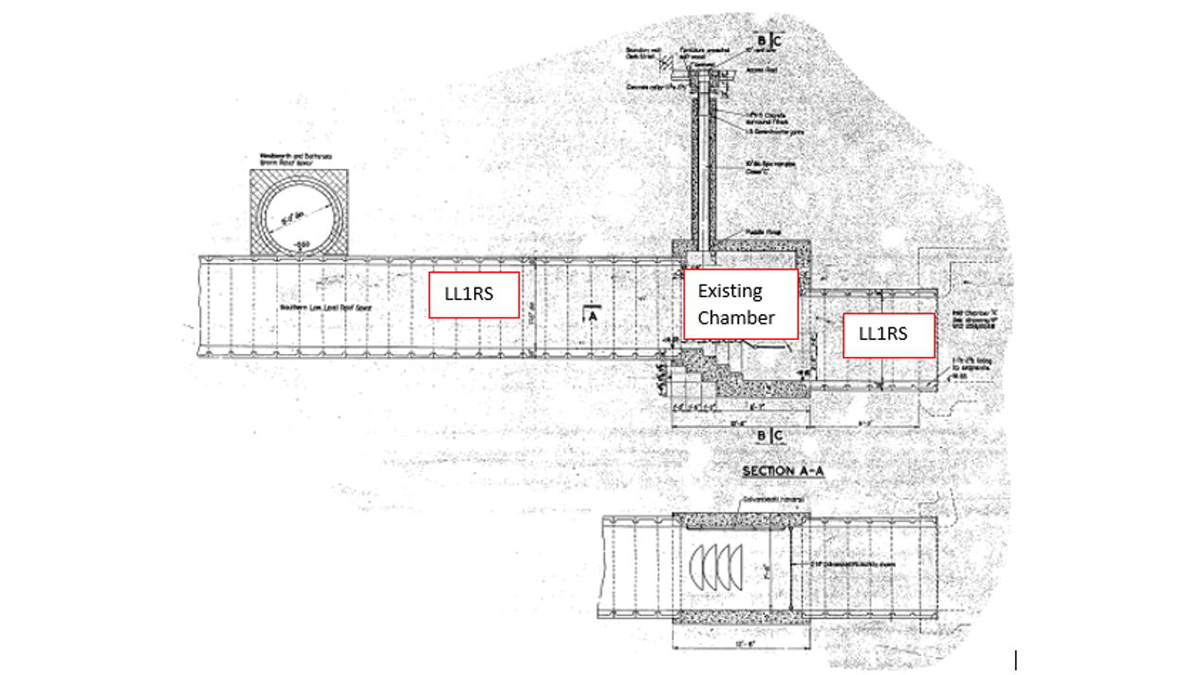
Figure 4: TWUL historical drawing showing sections through the LL1RS in the IC footprint including the existing chamber – Courtesy of Thames Water/FLO JV
To provide confidence in the historic drawings, FLO and their subcontractor performed entries into the TWUL network to carry out cores at strategic locations to confirm the sewer construction. In addition, the internal lining was broken away to confirm (or deny) the presence of the precast sewer lining. Furthermore, a 3D LIDAR (light detection and ranging) survey was carried out confirm-ing the location of the LL1RS and the position of the cores. This was essential in allowing FLO and TWUL to have confidence in the position of the sewer, especially due to the proximity of the drill-ing to the live operational asset.
These investigational works revealed that the LL1RS was constructed using two different methodologies. To the south of the existing chamber the LL1RS had been constructed as per the historical drawings. However, to the north of the existing chamber, the sewer was constructed using an open cut methodology with no precast segments present. This section was constructed with a formed internal lining and a mass filled concrete surround with a thickness of up to 1.2m which contradicted the historical drawings. The core results can be seen in Figure 5 whereby the LIDAR survey is in blue; cores can be seen in black along with the outline from the historical drawings.
Boreholes were carried out adjacent to the sewer to further investigate the ground strata in the immediate area. These were used to establish the various levels of strata and to further inform the jet grout design and drilling options.
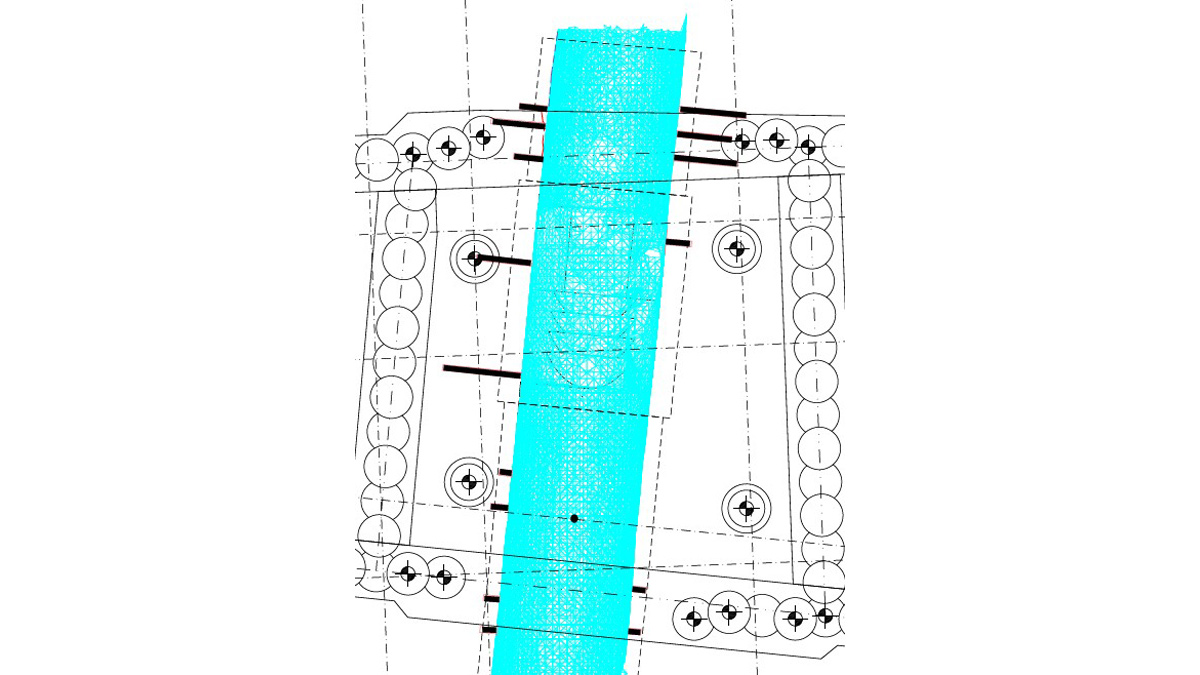
Figure 5: LIDAR scan, cores, historical drawing information and secant piles – Courtesy of FLO JV
Jet grouting operation
The operation of jet grouting involves drilling using a rotating head to the maximum treatment depth. Once at the required depth, high velocity jets of cement grout are initiated from within the ports at the drill head. The grout is sprayed at high pressure with the pressure at the tip of the nozzle measuring 400bar. The jets then erode the ground and mix the in situ ground strata with the grout creating what is known as a ‘soilcrete’ column. The columns are formed from the bottom up, pushing the spoil and excess grout to the surface. This spoil then needs to be pumped away into a suitable storage container; typical waste from the operation of forming the columns is approximately 50% of column volume. The typical site setup for the works can be seen in figure 6.
The pressure at the nozzle, and the lift speed required, varies depending on different ground strata and column diameter. Typically, the ‘soilcrete’ will achieve an in situ compressive strength of between 1MPa and 10MPa.
FLO’s subcontractor carried out trials in a purpose-built box offsite to demonstrate how the pressure dissipates at various offsets. The trial involved placing the grout nozzle in the box in open air, which (without earth pressure) is a conservative case. A 20cm x 20cm load cell is the placed at various distances ranging from 40cm to 140cm away from the nozzle. The output from the trial indicated that with the nozzle offset 40cm from the plate, the load on the load cell was less than 80kg. This figure was considered low enough to evidence to TWUL that the risk to the asset would be mitigated to a negligible level.
With the increased confidence provided by both FLO’s improved understanding of the asset and the outcome of the trial, FLO and their subcontractor were able to propose a solution consisting of 14 interlocking grout columns; seven at the north and seven at the south side of the IC. Each set of seven would be formed in two rows and would interlock with the existing secant piles, as shown in figure 6. The columns would be of varying diameters of between 1.6m and 1.8m. The depth of the columns varied due to the position of the column around the LL1RS; the columns that were installed down the side of the LL1RS were installed in the London Clay strata located 7.5m beneath the existing ground level.
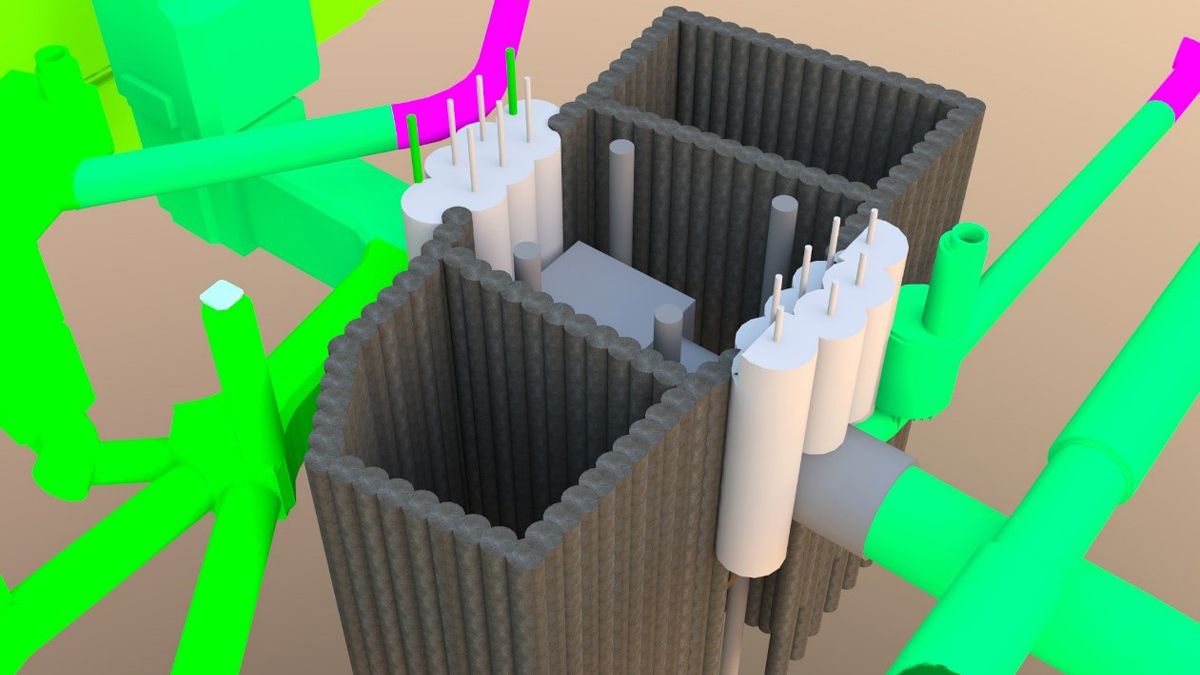
Figure 6: Final solution showing the grout columns around the LL1RS – Courtesy of FLO JV
The ideal scenario is that the formed columns create a seal against the existing sewer, thereby eliminating the path for groundwater and running sands to be washed through into the excavation. Traditionally, the nozzle is offset 500mm away from the drill head and erodes the ground horizontally. When forming the columns over the LL1RS, this offset would cause an excessive untreated area above the sewer which could result in ground stability issues in the future. To reduce the area of the untreated section, a specialist nozzle was procured from Germany that has a reduced distance from the drill head to the nozzle whilst also having the ability to be angled down at 15°. This solution was essential in reducing the untreated areas above the sewer. Figure 7 shows both the untreated area and well as the downward skewed nozzle.
When carrying out the sewer investigation, FLO had difficulties sealing the cores inside the sewer due to the groundwater pressure making core reinstatement difficult. To enable FLO to reinstate the cores, sacrificial bungs were placed in the core holes and grouted in place using dry pack grout. To ensure that the bungs remained in place and were not dislodged due to the pressures of the jet grouting, steel plates were bolted into the existing sewer lining over the core holes.
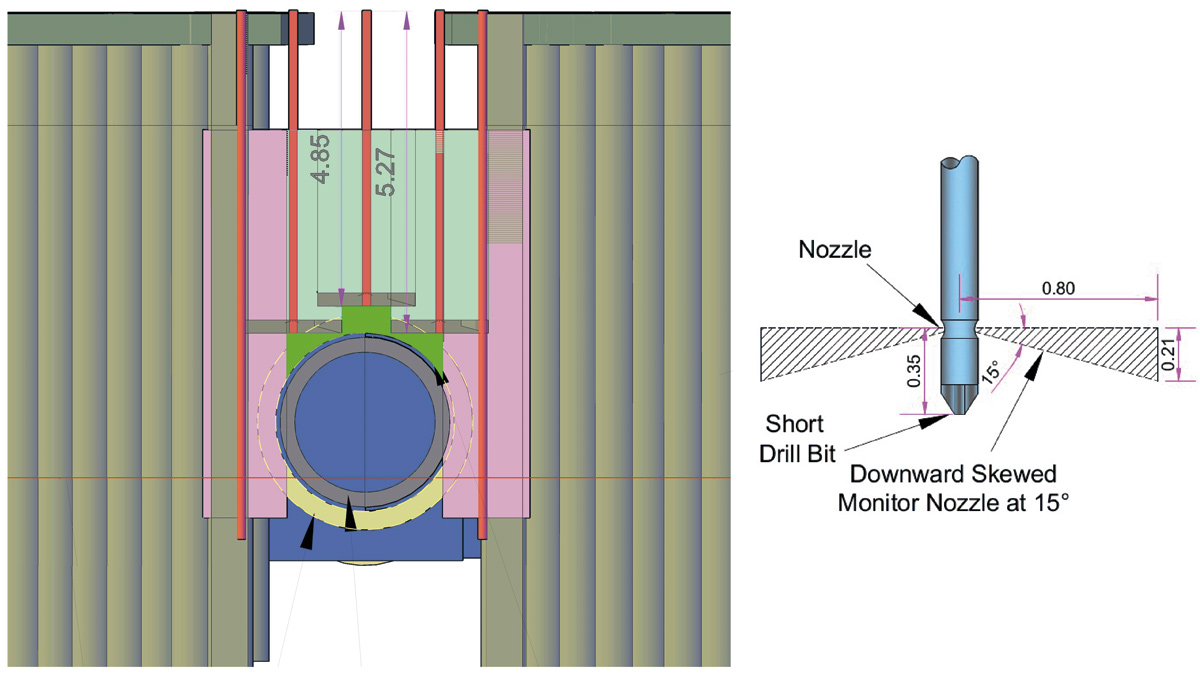
Figure 7: Untreated area (in green) and downward skewed nozzle – Courtesy of Keller UK
In-sewer monitoring
As part of the final assurances to TWUL AP, it was agreed that FLO would monitor the sewer internally throughout the jet grouting operation. The details of the in-sewer monitoring, as well as a response plan for the event that grout should enter the sewer, were captured in the Emergency Response Plan (ERP). This document detailed 2-fold mitigation measures to ensure that TWUL’s asset remained undamaged and fully operational throughout the works.
The first mitigation measure was to implement real time vibration monitoring of the asset during the operation. In order to effectively implement this mitigation measure, a sewer entry was carried out a month prior to the jet grouting operation to install vibration monitors within the sewer network and enable baseline readings to be established.
The second mitigation measure detailed within the ERP was to perform sewer inspections when the grout columns were to be formed directly against the sewer. These inspections were carried out by a specialist 6-man confined space team who inspected the sewer lining for any cracks and checked for signs of grout ingress.
Finally, within the ERP specific measures were listed stating what should be done in the event of grout ingress into the sewer. The sewer inspection team at the start of each shift lowered sandbags down a nearby manhole to enable them to contain any potential grout ingress in a timely manner. Being able to respond quickly was critical to ensure that the grout did not causes blockages of the pump station situated immediately downstream.

(left) Figure 8: Jet grout setup on site at FALPS and (right) Figure 9: First tier of timber installed; jet grout being trimmed back to allow for the second tier – Courtesy of FLO JV
Falconbrook Pumping Station: Supply chain – key participants
- Client: Bazalgette Tunnel Limited
- Principal contractor: Ferrovial Laing O’Rourke joint venture (FLO JV)
- Jet grouting sub-contractor: Keller UK
- Temporary works designer for earth retention scheme: OTB Engineering
Construction
When carrying out the jet grouting works, a large amount of relatively heavy plant and equipment is required to ensure the operation can run. At FALPS, there is are multiple existing sewers running beneath the ground across the site. Some of which were mitigated previously in the form of structural liners to ensure that they could resist ground pressures imposed by FLO’s operations. To attain approval from TWUL, damage assessments were carried out on the plant and equipment to be brought to site to ensure that the imposed loads would not have an adverse impact on the sewers located beneath the ground.
The jet grouting works took place at FALPS in the autumn of 2019. The design and methodology of the jet grouting were successful, and the installation of these columns did not cause structural damage to the asset. There were issues which the construction team faced throughout the installation of the project, but these were minor. An example of such is the storage of the excess grout; being of low viscosity and slow curing rate (even with the mixing of additives), the container for the grout should be completely watertight to ensure a clean and tidy site throughout the works.
Conclusion
The project was a success and the timber boards have since then been able to be installed in the IC safely, with the jet grouting columns significantly reducing the flow of water and sand into the excavation (as can be seen in figure 9 above). The research, trials and investigative work that FLO undertook in the planning of this project were vital to the eventual success of the scheme. FLO worked cohesively with TWUL, as a team throughout the planning stage, in order to provide TUWL with the confidence and assurance that the project had been designed to mitigate the risk to the asset sufficiently and ensure that there would be no structural damage to the asset. The jet grouting against a TWUL asset is an industry first and was only possible due to the close collaboration between FLO, TWUL and FLO’s subcontractors.