
United Utilities CIP2 & P1 Trials (2017)

Selwood electic suction lift pumps - Courtesy of MMB
Under the Water Framework Directive (WFD) all water environments in the UK must meet ‘Good Chemical Status’ for a number of chemicals. The chemicals cover a range of over 70 substances (often referred to generically as priority substances) including metals, pharmaceuticals, combustion products and regular sanitary determinands (including phosphorus). The Environment Agency instigated a national programme of works to investigate the impact of wastewater discharges on the concentrations of these chemicals in the receiving waters and the ability of technologies to remove these chemicals from such discharges. Each of the UK’s Water and Sewerage Companies (WaSCs) was assigned a different set of process technologies to investigate and as such the scope of the projects was very prescriptive. The work will enable the water industry to ascertain what is technically feasible at reasonable cost and allow the EA to set future permit limits.
The programme
The programme is governed by a national steering group and is managed by Atkins and UKWIR on behalf of the EA. The information from all the studies will be shared in order to maximise information and minimise duplication of effort.
The programme of work comprised many projects including the Chemical Investigation Programme 2 (CIP2) which primarily focussed on the more complex chemicals which are not commonly controlled under current regulations. In addition, since 45% of the rivers in the UK fail predicted WFD standards for phosphorus (P), this was given its own programme known as P1 or low P.
Analysis of data has shown that many wastewater treatment works will have to meet very tight final effluent P concentrations and low P permits will be enforced. Current P consents are generally between 1-2mg/l and the national trials set out to investigate the belief that current methods of P removal (commonly ferric dosing) could possibly be optimised to achieve a final effluent standard of 0.5mg/l P but below this advanced/tertiary P removal technology will be required.

GreenCAT pilot plant – Courtesy of MMB
United Utilities trials
As part of the national programme United Utilities (UU) were required to complete the following 12 month trials:
- CIP2 process technology pilot trial projects
- ‘BlueCAT’ (since renamed ‘GreenCAT’) priority substances (PS) removal trial.
- Advanced oxidation process (AOP) PS removal trial using ozone and hydrogen peroxide.
- P1/low P pilot trial projects
- Rapid gravity sand filtration (RGF) dosing trial.
- Conversion of continuously operated upflow filters (COUF) for P removal.
- Activated sludge plant ferric dosing optimisation trial.
- Mineral filter works ferric dosing optimisation trial.

AOP pilot plant – Courtesy of MMB
Scope of work definition and tendering
From MMB’s first involvement it was clear that the approach to how the scheme would be defined and implemented would be heavily influenced by the required trial commencement dates, set nationally as part of the wider programme.
In defining the detailed scope of works to allow costing and sub-contract tendering, UU and MMB worked collaboratively to reach an agreed level of scope detail, with due consideration to the following:
- The need to place sub-contract orders as soon as possible for the three key subcontract elements of work, due to the impact of long lead time items on the start on site dates. These elements represented a combined valve of nearly 50% of the £6.6m scheme value. In order to do this, the sub-contract packages had to be sufficiently defined and finalised to allow the tendered scopes to quickly be converted into final order packages. This also meant the subcontract competitive tendering process had to be integrated into the cost definition phase.
- An awareness and appreciation of how the trials would interact with the existing site operations, how the integration of the plant would be achieved and also how decommissioning would be approached and the works returned to their original status. On some of the sites this included utilising existing chemical storage facilities, but providing new kiosk housed dosing rigs, that were then linked to existing storage tanks. On another site it required designing and installing compact dosing rigs that followed the current design specifications, but could be installed into existing cabinets that presented significant space limitations.
- Whilst acknowledged to be temporary plant, it was also fully appreciated that the plant solutions would have to provide safe, reliable, maintainable, operational solutions, for 24/7 operation over the course of both the optimisation and trial operation periods. Where operated by UU operations it was also appreciated that compliance with UU standard design and specifications would enable the site teams to accept and operate the plant more confidently than might be the case with purely temporary or hired plant solutions. This was particularly the case for the design and specification of the chemical dosing systems. Framework compliant plant would also allow ready relocation and reuse of the plant post-trials, with minimal rework or modification.
- Environmental considerations also needed to be accounted for, such as bunded chemical delivery areas and associated safety and washdown facilities. One site was designed and installed as a permanent installation, in a high-profile location within a national park and the works included providing an external covering to the kiosks, to allow them to blend in with local construction materials for the existing buildings.
- Avoidance of construction of traditional civils assets, such as wet well pumping stations, buried pipework and duct routes, on sites where the assets would be removed post-trial. In particular on two sites, a Selwood suction lift and centrifugal pumps were used to avoid the need for new submersible pumping stations. In addition, due to the cost benefit of bought versus hire purchase, they were bought outright. As the units are variable speed, electric motor driven, each with a dedicated control panel, they should be readily suitable for redeployment on either a permanent or temporary basis by UU.
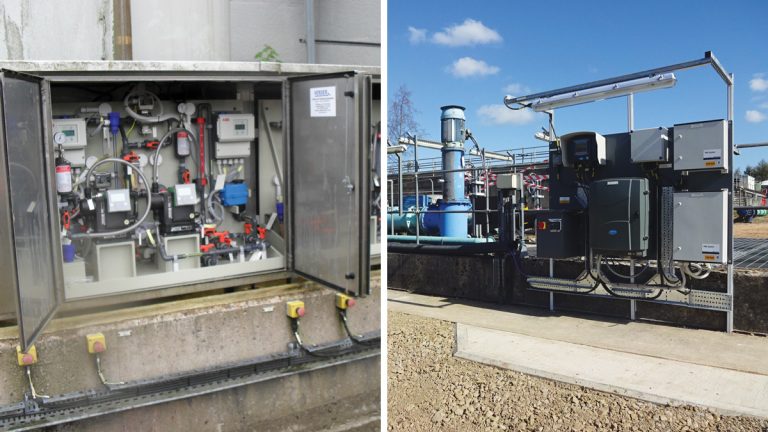
(left) Ferric sulphate dosing rig in existing cabinet and (right) bespoke backboard for phosphax analyser – Courtesy of MMB
MMB contract delivery
UU contracted MMB to design and build the six trial plants, and to operate the two CIP2 demonstration plants for 12 months following commissioning and a period of optimisation. On completion of the trials, the plant was to be decommissioned. As principal designer and principal contractor, MMB’s approach was to form subcontractor partnerships with the key suppliers:
- Evergreen Water Solutions Ltd: Sole UK supplier of GreenCAT technology.
- Xylem Water Solutions: Ozone equipment.
- Verder UK Ltd: Chemical dosing.
A collaborative working approach was taken with MMB, UU and the key suppliers focussing on design for manufacture and assembly (DfMA) so that projects could be delivered safely to a tight programme.
Due to the nature of the trials, there were common aspects of the designs; for example 7 (No.) Hach Phosphax analysers were installed to measure the orthophosphorus in the sewage.
A bespoke backboard was designed to hold the analyser equipment, and this was replicated for all sampling locations. The design of the board was completed by MMB in consultation with Hach to ensure the correct siting and levels for each component in the system.
On sites where existing ferric dosing systems were located, the P control was achieved by both new crude and mid-process analysers, that allowed operation of the secondary dosing to optimise the P removal.
The same approach was taken with the iron analysers, installed to ensure compliance with the iron permits. As part of the control philosophy, high concentrations of iron would inhibit the dosing.
GreenCAT technology
The GreenCAT process was specified by UU following successful trials of Evergreen Water Solutions Ltd’s BluePRO process, which achieved over 95% removal of total phosphorus when trialled at a constant flow rate. The GreenCAT includes ozone dosing upstream of the COUF to enable both PS and TP to be removed within the same plant.

GreenCAT pilot plant – Courtesy of MMB
Due to the ozone dose levels involved, Evergreen Water Solutions Ltd selected a system utilising a pressure swing absorption (PSA) process to feed a compact self-contained ozone generator.
The PSA system was fed by duty/standby blowers, which were co-located within a dedicated container with the ozone generation and also duty, standby ozone destructors (which removed excess ozone from the process). The container also included a separate, dedicated MCC room and control section, sealed off from the ozone generation section.
Internal oxygen and ozone detectors ensured the environment within the generation area was constantly monitored and a traffic light indication was provided externally to prevent entry in the event of alarm levels being detected.
The system was fed from an existing wet well structure, into which duty, standby, guide-rail mounted, variable speed, submersible pumps were installed to provide up to 24.6l/s of flow taken as a side-stream from the secondary treated effluent (ASP) channel, and returned just downstream after treatment through the GreenCAT. The system was protected by a Bollfilter automatic backwashing filter.
The process feed was dosed with sodium hydroxide, ozone and ferrous chloride prior to being fed into an arrangement of selectable vertical, ozone contactors. Selection or bypass of the 4 (No.) available contactors determined the ozone contact time and the preferred selection was developed during optimisation. After passing through the contactors the process then fed into the GreenCAT filter. Excess ozone was captured at the head of the reactors and GreenCAT filter and piped back to the ozone destructors in the container.
AOP trial plant
Xylem Water Solutions was the subcontractor for the large scale AOP trial, (10ML/d plant), providing the ozone dosing equipment and in turn subcontracting the hydrogen peroxide dosing to WES.

(left) Ozone contactors and (right) AOP pilot plant feed pumps – Courtesy of MMB
Given the relatively high ozone dose level needed, the Xylem Water Solutions system presented a well proven, self-contained, portable dosing system. Whilst used extensively in clean water applications, the use of this technology in wastewater applications is less common, but as the effluent was post-humus tanks and fed via a Bollfilter automatic backwashing filter, this did not present any significant issues.
The system worked on the basis of a pumped circuit, fed via Selwood suction lift centrifugal pumps to provide up to 116l/s of flow, taken as a side-stream from the humus outlet channel and returned downstream into the BAFF feed pumping station wet well.
A branch off leg from the pump main fed a secondary side-stream to the ozone generation container, where ozone was introduced via a pumped eductor system.
Prior to injection back into the pump main, hydrogen peroxide was dosed via a static mixer. The injection system was housed within the hydrogen peroxide dosing and storage container. An above ground degassing chamber was provided at a point sufficiently downstream of the injection point to ensure adequate ozone contact time. Flow then gravitated to the BAFF feed wet well.
The degassing chamber was a sealed chamber and any excess ozone was captured and fed to an adjacent ozone destructor.
The Xylem Water Solutions system used liquid oxygen storage (provided by BOC) for the ozone generation.
Ferric, ferrous and alkalinity dosing
Verder was chosen as the chemical dosing subcontractor, providing ferric/ferrous dosing and sodium hydroxide dosing kiosks and modifying existing dosing plants where required.
Maximum use was made of the existing dosing rigs on site. For the purposes of the trials it was agreed that existing duty, standby pumps could be modified to operate as duty, assist where the maximum expected dosing rates were only slightly above the existing duty capacity.
New dosing packages were designed as self-contained pumping and dosing units built in to a bespoke GRP housing. This helped simplify installation and commissioning, and also meant that following decommissioning, UU has dosing kiosks which can be readily moved to other sites.
Dosing control
A key element of work involved developing the control software systems which would regulate the dosing activities. Although the dosing control requirements varied across the sites, it was decided to progress one control philosophy which included different modes of control. In this way one set of software was developed and implemented and if a change to the dosing control method was required, a different operating mode could be chosen on the HMI.
The main control of the ferric dosing for P removal was based on UU’s dosing rate algorithm, as previously reported in UK Water Projects 2014 – Phosphorus Removal AMP5 Programme. Phosphax analysers were installed to give measured real-time control to the dosing. The GreenCAT and the COUF removal trial used a set dose rate in terms of mg/l of iron. Where required, alkalinity dosing was installed and controlled as a ratio of the ferric/ferrous dose.

Package dosing plant – Courtesy of MMB
Interaction with main works
The two CIP2 trial plants were side-stream processes with negligible impact on the main wastewater treatment works, and so could be installed and commissioned with minimal regard to the works. However, the four low P trials were full-scale trials, carried out on sites with existing P, iron and pH permits which could not be put at risk. Risk to compliance plans were developed and agreed with Operations for each site prior to commissioning in order to safeguard compliance.
Detailed site surveys were carried out to consider elements such as site access through to the location of the new dosing equipment and dosing line routes. Storage tank capacities had to be evaluated to ensure that sufficient quantities of each chemical could be maintained on-site, combined with assessment of existing storage facilities and associated delivery areas and blind tank provisions.
3D CAD software was used by Verder for the design and layout of the chemical dosing plant and MMB developed a 3D model of the AOP plant to aid layout and integration of the ozone and HP containers in relation to the pumped main circuit.
Collaborative discussions also allowed careful considerations of dosing point locations and assessment of the respective benefits or drawbacks associated with each.
Commissioning
Given the significant proportion of factory built and tested package plant, emphasis and attention was placed on the FAT tests to ensure that the plant was delivered to site in optimum condition. On site commissioning was carried out collaboratively between MMB, the subcontractors and UU.

External covering to GRP kiosk – Courtesy of MMB
Operation and performance
The CIP2 sites were operated by MMB Process Operators, whilst UU Process Operators managed the four low P sites. Regular meetings were held at each site to discuss the performance.
Reports were written on all the trials and submitted to Atkins, who are collating all the information on behalf of the EA. The results from all the trials are due for publication in Summer 2017.