
Heigham WTW (2017)

Photo montage of proposed Heigham WTW Upgrade and Raw Water Reservoir Courtesy of Anglian Water
Heigham Water Treatment Works (WTW) is the main supply of water to Norwich and supplies an average of 42Ml/d of water sourced from the River Wensum at several locations. Potable water is pumped into the Norwich Public Water Supply Zone feeding a multitude of storage reservoirs, booster pumps and properties. The main raw water abstraction for the treatment works has historically been taken from Costessey Pits, a bankside storage area next to the River Wensum approximately 7km away from the water treatment works and away from the urban area of Norwich providing a more favourable water quality and buffering capacity to manage sudden water quality changes in the river.
River Wensum abstraction licence
As part of the EU Habitats Directive, the stretch of the River Wensum between Costessey Pits and Hellesdon Meadow has been designated as a Special Area of Conservation (SAC). The Environment Agency (EA) has reviewed the abstraction licences provided to Anglian Water for the River Wensum and determined that abstraction of water at Costessey Pits shall be reduced by April 2019.
Business plan solution
To ensure the continued supply of water to the public, a number of options were considered including; desalination of seawater on the Norfolk coast, indirect reuse of wastewater from Norwich and the construction of a large new raw water storage reservoir just outside Norwich. The preferred AMP6 business plan option however, was to use the existing abstraction point at Heigham WTW, which falls outside of the SAC, to compensate for the reduction in abstraction from the river at Costessey Pits. This solution included a pumping station and an 8km long, 800mm diameter pumping main to transfer the raw water to Costessey to enable re-utilisation of the existing 5 days storage capacity. The stored water would then be conveyed from the pits to the water treatment works via the existing pipeline.
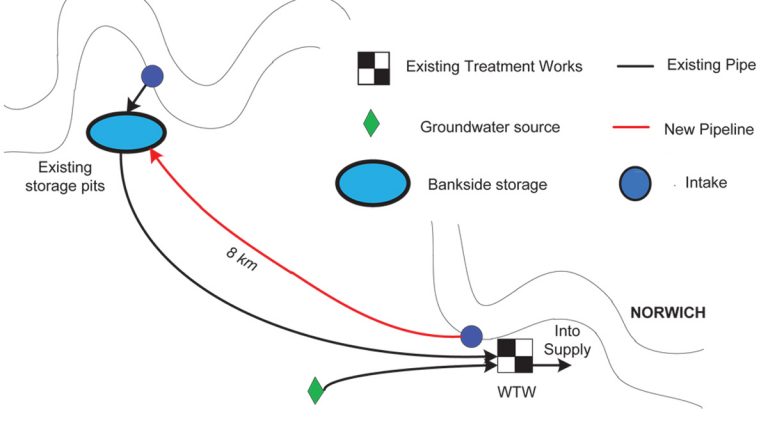
Schematic of proposed business plan solution – Courtesy of Anglian Water
Current treatment process
The current works process stream comprises of a river intake system where the water is screened prior to being pumped to the large deposit reservoir which provides around a day’s storage. However, due to the flashy nature of this river source and limited on site raw water settlement capacity, feed water is normally supplied from Costessey Pits which provide a better quality and more reliable source.
A set of low lift transfer pumps feed the works where the raw water is pre-ozonated and then coagulated with ferric chloride prior to flocculation and dissolved air flotation (DAF) clarification. This is followed by dual media (anthracite and sand) rapid gravity filtration (RGF) and then main ozonation prior to granular activated carbon (GAC) adsorption.
Finally the water undergoes disinfection by superchlorination, caustic dosing for pH correction and orthophosphoric acid dosing for plumbosolvency control. Sulphur dioxide reduces the chlorine residual prior to ammonia dosing to produce chloramine for network protection. Treated water is stored on site and delivered in to supply by a set of high lift pumps. Dirty washwater from the RGFs and GAC adsorbers is sent to settlement tanks where supernatant discharges to the environment and sludge is pumped to sewer. Sludge from the DAF process gravitates to sewer.
Operational risk review
The Norwich Sustainability Scheme is part of the programme of works the @One Alliance was asked to deliver as part of their AMP6 Integrated Main Works framework agreement with Anglian Water. An initial review of the business plan solution, along with some particularly challenging raw water quality conditions in December 2016, highlighted that the pipeline transfer solution failed to mitigate a number of treatment risks associated with the existing treatment process.
The abstraction point at Heigham falls within the Urban Area of Norwich, is downstream of a storm water overflow, chemical plant and other water recycling works discharges. Currently, it feeds almost directly into the works with only limited buffering capacity provided by the Large Deposit Reservoir (LDR). Therefore, relying on this alternative raw water source presents a greater treatment challenge to the works.
The existing DAF clarification process is well suited to removing algae but not high levels of suspended solids. Under poor raw water conditions in the river, turbidity levels can reach 150 NTU; the DAF process struggles when levels approach double figures. Costessey Pits do not perform well as settlement ponds as originally envisaged and the LDR at Heigham gives limited settlement capacity. Consequently, it has been estimated that there is a 1 in 6 year risk that Heigham WTW may be unable supply water for up to 3 days, even with the new pipeline transfer solution in place.
Furthermore, during high river flow and turbidity events, water abstracted at Heigham can contain a significant level of cryptosporidium oocysts. The works currently provides no absolute treatment barrier to these oocysts and although it can be argued that a well operating surface water plant with clarification and filtration can provide effective removal, in the case of Heigham, the vulnerability of the DAF process to higher turbidities means this cannot be relied upon. The poorer quality of clarified water under these conditions affects filter performance and therefore the risk of cryptosporidium breakthrough into the final water increases significantly.
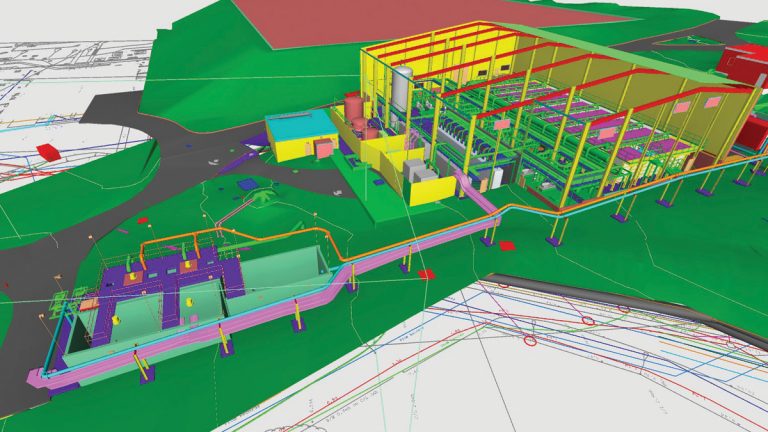
3D BIM model snapshot of submerged membrane plant – Courtesy of Anglian Water
Alternative solution selection
In light of the risks detailed above, the @One Alliance was asked to develop an alternative solution to upgrade the existing clarification and filtration processes at Heigham WTW to cater for a more challenging raw water quality envelope. The key challenges for the upgraded treatment works were defined as:
- A source water has a highly variable water quality with significant peaks of algae up to 31,500 counts/ml and turbidity up to 200 NTU.
- The source water shows a risk of microbiological contamination.
- Water quality temperature ranges from 0.9° to 22°C.
- The final product water is the main drinking water supply for the City of Norwich and thus a resilient solution is required.
- Feed water supply is restricted and high water recovery is required such that reject flows are limited to a maximum of 2800m3/day.
Through an extensive procurement exercise, the design team considered a range of options including roughing filters, pre-clarification and sand ballasted lamella clarification. However, they concluded that a submerged ultrafiltration membrane plant was the solution which best suited the limited footprint available whilst leaving the lowest level of residual risk. Additionally, Anglian Water has significant operational experience in submerged membrane filtration at their Clapham (Bedford) and Hall (Lincoln) WTWs.
Following this process, GE Water and Process Technologies were selected as the submerged membrane technology suppliers. They proposed their ZeeWeed‐500 membrane as the primary filtration step. This reinforced, hollow fibre ultrafiltration membrane has a strong track record in similar applications and offers a number of key benefits:
- Robustness: The reinforced membrane is strong and capable of dealing with high solids loads.
- High solids tolerance: The low fibre packing density allows for high solids tolerance to up to 5,000mg/l process solids in drinking water application. A more conservative limit of 2,500mg/l TSS is proposed for Heigham to take into account solids from the feed water, solids generated during coagulation, stickiness of the algae present and solids returned from any waste treatment.
- Low fouling chemistry: The membrane uses PVDF chemistry which is low fouling whilst also highly resistant to oxidants, which can be used for chemical cleans. At Heigham the plant is designed to treat raw water coagulated with ferric sulphate, clarified wastewater returns and potentially sticky algae at certain times of the year. The membrane selection enables the widest range of cleaning options to remove any foreseen foulants.
- Reliability in ensuring particulate/microbial quality downstream: The membrane is a barrier to particulate matter and micro-organisms which ensures reliability of performance downstream, irrespective of feed water quality. At Heigham achieving 4 log removal for cryptosporidium and coliforms is important and has been proven at other drinking water sites.
- Flexibility in adapting to differing water quality: The membrane is assembled into a modular system. The high solids tolerance, low fouling chemistry and the modular nature of the system as well as the particulate, bacteria and virus barrier provided by the membrane ensure a robust system design able to adapt to differing water quality.
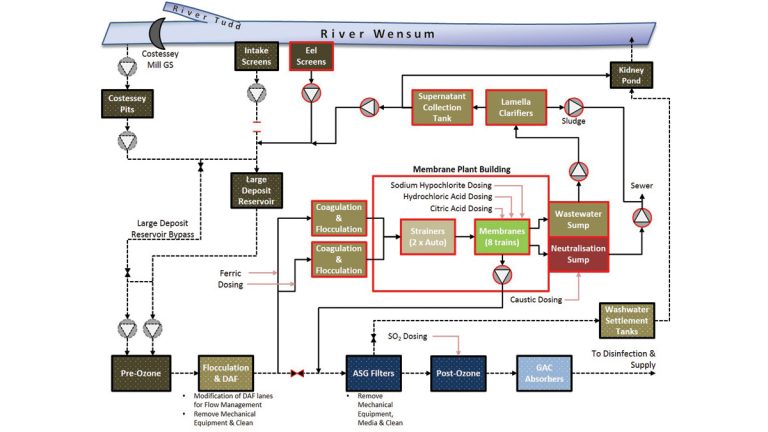
PFD of proposed submerged UF membrane solution – Courtesy of Anglian Water
Membrane solution development
Working closely with GE and other supply chain partners, the project team are currently developing the detailed design for the new submerged membrane plant solution. This will be integrated within the existing treatment works process and will replace the existing DAF and RGF treatment stages. The existing structures for these two processes will be re-purposed to provide buffering of flows, both to and from the membrane stage, to deliver a consistent output to the downstream processes.
Raw water from the LDR, Costessey Pits or direct from the River Wensum will be pre ozonated, coagulated and strained prior to the submerged membrane process. Reject flows from the membrane process will be clarified and returned to the LDR with the waste sludge discharged to sewer along with waste cleaning chemicals from the clean in place process.
Construction is due to commence in autumn 2017 with handover scheduled for December 2018.