Bryn Cowlyd WTW (2019)

Bryn Cowlyd WTW - Courtesy of Arcadis
Bryn Cowlyd Water Treatment Works is located south of the village of Dolgarrog in county of Conwy. The works is gravity fed with raw water from Llyn Cowlyd, 350m above and approximately three miles south west of the works, in the Carneddau mountain range in Snowdonia National Park. The old treatment works was commissioned in 1998 and was designed to deliver up to 46 Ml/d of potable water to nearly 100,000 people in the Conwy Valley and across parts of the north Wales coast. Treatment of the raw water was by ozonation, followed by granular activated carbon (GAC) adsorption, undertaken at high pressure (20 bar). The treated water was conveyed under the raw water head to an off-site treated water reservoir (atmospheric), located on the opposite side of the valley and equipped with UV reactors which inactivate cryptosporidium. The new works now incorporates coagulation and filtration treatment process stages to improve dissolved organic carbon (DOC) removal and thereby reduce disinfection by-products (DPBs).
Treatment challenges
Construction work on the previous treatment works started in 1996 with the site commissioned in 1998. The treatment process did not include a coagulation stage or true filtration stage and was designed primarily for the removal of colour. Treatment was undertaken at high pressure (20 bar) and comprised of ozone injection followed by GAC adsorption, chlorination, re-carbonation and orthophosphate dosing.
The original design of ozonation in combination with high pressure GAC adsorption was selected to eliminate the requirement for costly re-pumping and was unique in Wales.
The treated water was transferred, still under high pressure, to an off-site storage reservoir on the opposite side of the valley (providing the required contact time for disinfection). The absence of coagulation increased the potential for cryptosporidium (a microscopic parasite found in untreated water that causes the diarrheal disease cryptosporidiosis) breakthrough and additional UV reactors were added at the treated water reservoir to ensure any breakthrough was inactivated. The facility to inject ammonia for chloramination was provided at the same location.
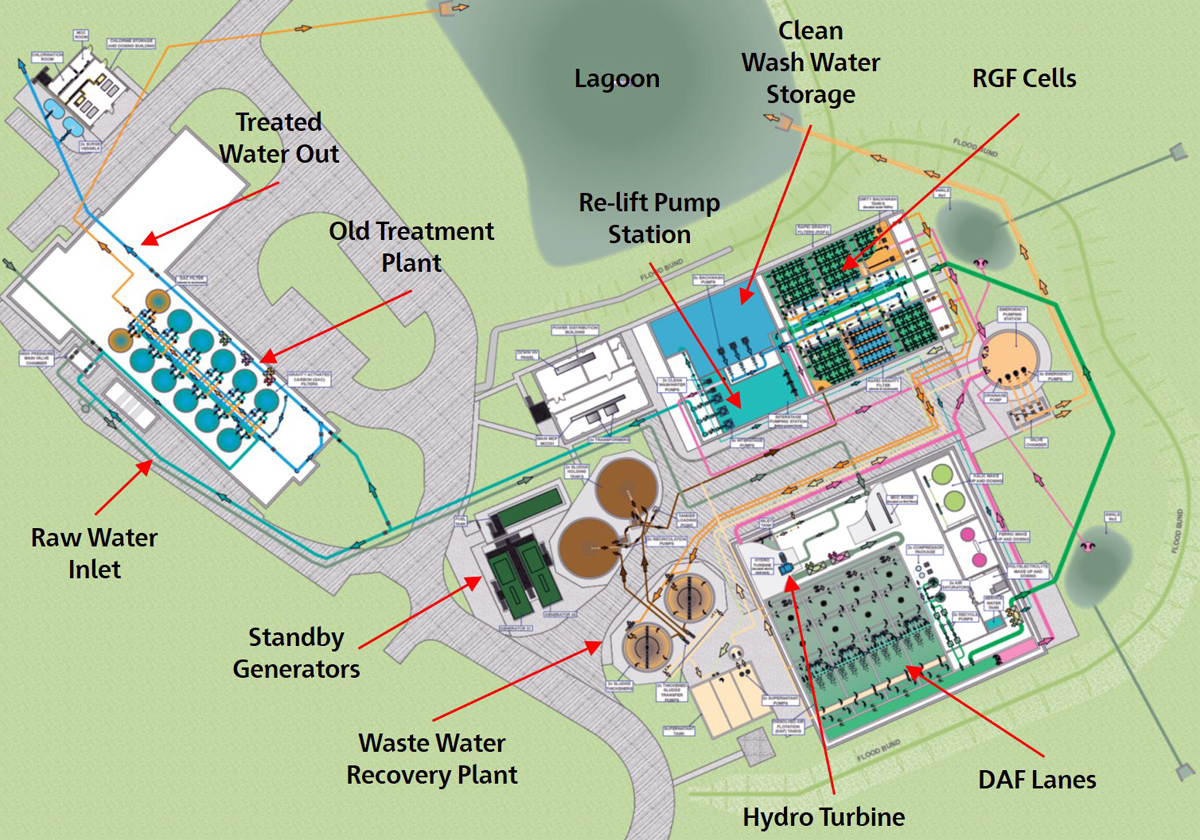
Bryn Cowlyd WTW: Site layout
Several improvements were made to the treatment process to manage deteriorating raw water quality. However, the risk of producing disinfection by-products (Trihalomethanes – THMs) from the disinfection of residual organics in the treated water became more of a challenge to manage in the last 3-5 years. As a result, the treatment process was unable consistently to meet Dŵr Cymru Welsh Water production standards for THMs in distribution. In addition, the GAC adsorbers were not well suited for suspended solids removal, which increased the risk of a turbidity prior to disinfection.
Chloramination was employed temporarily to minimise THM formation, but proved difficult to control in the extensive distribution system. This led to issues with nitrification during the summertime, and the associated issue of a reduced level of free residual chlorine. This in turn introduced an increased water quality risk of nitrite failures and issues with bacteriological quality and was therefore dismissed as a viable long-term treatment solution.
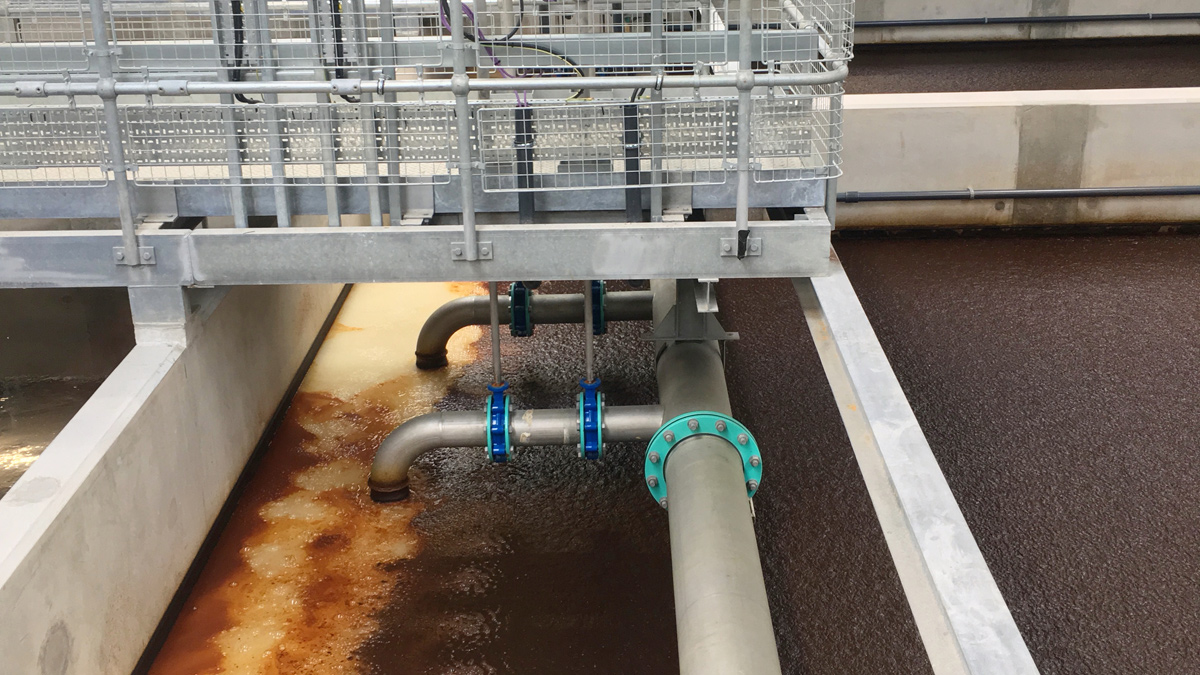
DAF air saturated water injection – Courtesy of DCWW
Following an extensive risk and value challenge process, the preferred solution to address the deteriorating raw water quality conditions was identified. This included coagulation, followed by a dissolved air flotation (DAF) clarification process and a single stage of rapid gravity filters (RGF). The new processes would operate under gravity with a hydro turbine used to recover energy from the hydrostatic pressure of the raw water. A high lift pumping station would transfer the treated water from the new works to the off-site treated water reservoir via the existing final chemical dosing points and high pressure transfer main.
Process improvements
The Skanska/Arcadis design team developed the detailed design for the upgraded process which is integrated with the existing plant and re-utilises the raw water inlet and treated water outlet mains. The new process includes a 500 kW hydro turbine to recover energy as the hydrostatic pressure of the raw water is broken. A new blending tank serves to mix the water discharged from the turbine with supernatant from the wastewater recovery system. The blended water is pH adjusted by dosing with kalic (suspension of calcium hydroxide) and coagulated with ferric sulphate. Online monitoring of the raw water’s UV adsorption characteristics provides the facility for automatic control of the coagulant dose to ensure optimal levels of treatment.

DAF sludge blanket formation – Courtesy of DCWW
The coagulated raw water is evenly distributed between the four DAF lanes and first enters the two-stage flocculation zone, prior to being clarified in the subsequent flotation cells. The flocculated solids attach to microbubbles released from recirculated, high pressure, air saturated water and accumulate as a blanket on the surface of the flotation cells. This sludge blanket is periodically removed by partially closing the DAF lane outlet valve and allowing the water level to rise so the floating sludge can overflow into a collection trough.
A further dose of kalic and chlorine is added to the clarified water to enhance removal of dissolved metals by oxidising them. The dosed water is then evenly distributed between one of six rapid gravity filters which serve to remove the oxidised metals and other particulates. The filters are periodically backwashed to remove the accumulated solids and clean the filter media (0.5-1.0mm silica sand). Air and clean filtered water is pumped up through the media, counter current to the normal downward filtration flow, resulting in the media being expanded and fluidised. The trapped solids are lifted out of the bed by the fluidising water and collected by high level troughs.
The dirty wash water is collected in one of two separate holding tanks which also receive the sludge removed from the DAF clarifiers. These tanks are mixed to ensure the wastewater and sludge is homogenous before it is pumped to one of the two picket fence thickeners which separate the solids from the water. The settled solids are pumped to holding tanks from where tankers collect and transport the sludge off site for agricultural use. The recovered water is returned to the works inlet blending tank to minimise water losses from the process.

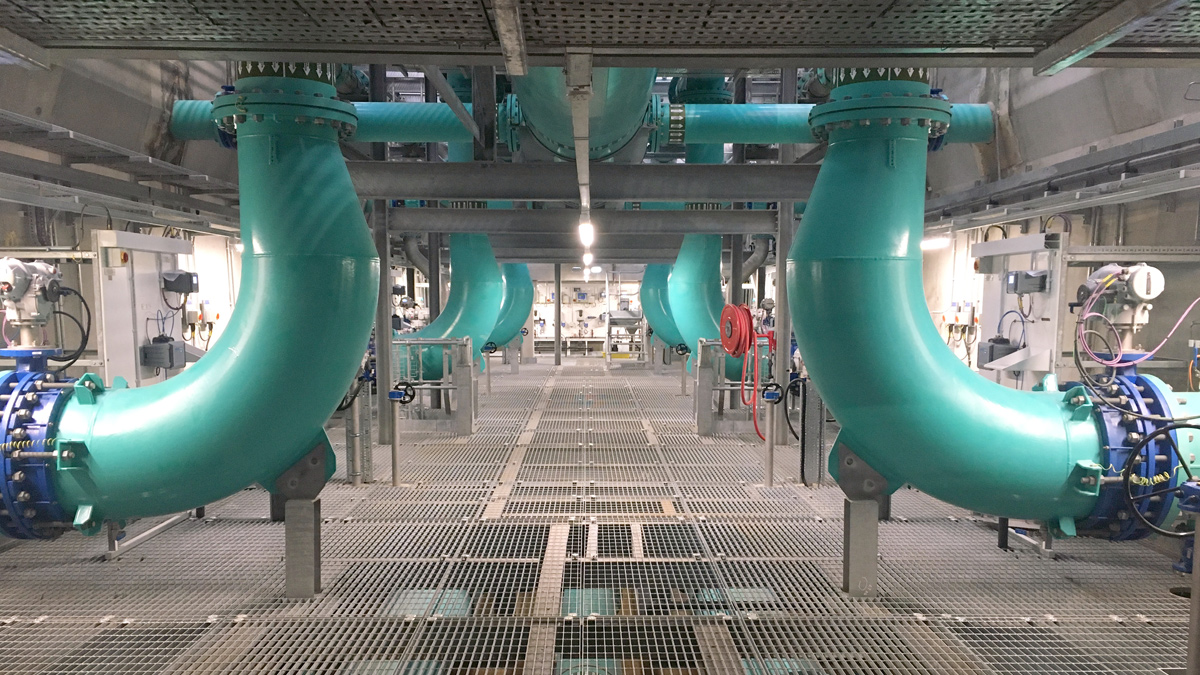
(left) Interstage high lift pumps and (right) rapid gravity filters – Courtesy of DCWW
The filter outlet flows are carefully controlled, particularly in start-up after washing, to minimise any particulate breakthrough. This ensures the risk of cryptosporidium passing through the filters is minimised. The combined flow from all the filters is collected in a common tank which is equipped with three, variable speed, high pressure pumps. These operate on a duty/assist/standby basis to boost the pressure (20 bar) of the filtered water and deliver flows via the existing transfer main to the treated water reservoir on the other side of the valley. The tank is also equipped with duty/standby transfer pumps which feed the clean backwash water tank. Before the filtered water leaves the site, it is dosed with kalic and CO2 to control final alkalinity, orthophosphoric acid for plumbosolvency control and chlorine gas for disinfection purposes. Finally, the treated water is irradiated with ultraviolet light to provide protection against cryptosporidium prior to entering the storage reservoir.
Commissioning
Commissioning and integration of the new process was particularly challenging as supplies to customers from the existing works had to be maintained at all times. Up to 10 Ml/d of raw water was diverted from the incoming high pressure main and directed to the new works. However, this feed was often interrupted as the additional demand on the raw water supply could result in elevated turbidities which the existing process was unable to treat effectively. Treated flows from the new DAF and RGF process were discharged via an existing lagoon to the local river (Afon Ddu).

Picket fence thickeners – Courtesy of DCWW
The Skanska commissioning and Welsh Water operations teams worked in close collaboration to ensure staff and customers were not affected during the numerous shutdowns which were required to test and prove the new treatment process. This involved detailed business continuity planning of each outage to ensure supplies were not compromised and to minimise the risks presented by the high water pressures involved. Probably the most challenging aspect was the commissioning of the new high lift pumps and final dosing systems. The pumped flows had to be initially discharged to waste via the existing works run to waste system. The risks presented by the operation of new high pressure pumps with existing pipelines were significant and could have resulted in a major loss of supply.
RGF gallery – Courtesy of DCWW
Water quality improvements
Treated water from the new plant was directed into supply on 26 March 2019 and the redundant existing plant taken off line ready to be mothballed. Since that time, the upgraded works has provided customers with substantial improvements in the quality of the drinking water that they receive.
In addition to the significant improvements in treated water quality, the new process is more robust and capable of treating short and longer term deterioration in raw water quality, which the old plant was unable to cope with. Furthermore, the main objective of reducing dissolved organic carbon has been realised, with treated water levels now less than half of those previously measured. THM concentrations leaving the works and in distribution have reduced similarly. The lower levels of DOC in the treated water has reduced the amount of chlorine dosing required for final disinfection and enabled network chlorine boosting to be switched off. Customers will also benefit from significant reductions in residual iron and manganese concentrations which can accumulate over time in the distribution network, often resulting in discolouration of customer supplies.

Overview of new DAF plant and recycle saturators – Courtesy of DCWW
A further advantage of reducing DOC levels is the improvement this gives to the UV transmissivity of the water, resulting in reduced power requirements for the UV reactors at the reservoir. In future, it should be possible to achieve further operational savings by turning off the reactors, once sufficient evidence has been gathered to demonstrate the RGFs provide a robust barrier to cryptosporidium. Work continues, with the operations and commissioning teams aiming to further optimise treatment performance and reduce operational costs.