
Coppermills WTW (2020)

New 200Ml/d RGF block extension - Courtesy of MWHT on behalf of SMBJV
Located in the Lea Valley, North London, Thames Water’s Coppermills WTW is the largest water treatment works in North London, treating and supplying clean water to around 4 million consumers in Greater London and the City. During certain times of the year, plant output is reduced by algal blooms with the rapid gravity filters (RGFs) unable to cope with large quantities of filter-clogging algae, reducing output by 30%. To solve the algal bloom issues, MWH Treatment (leading the delivery on behalf of the SMB JV – a joint venture of Skanska, MWH Treatment and Balfour Beatty) proposed the construction of a new 200 MLD RGF comprising 12 (No.) filters. Traditionally this work is extremely challenging due to its complexity, and adding to the difficulty was location constraints for the RGF and the associated construction works.
Coppermills project overview – Courtesy of MWHT on behalf of SMBJV
Innovation focus at Coppermills – Courtesy of MWHT on behalf of SMBJV
Project brief
The works comprised a new 200 MLD RGF filter block, consisting of 12 (No.) filters, which required:
- Demolition and replacement of an existing maintenance building, including planning application for the new building.
- Service diversions as needed to construct the new RGF plant and workshop building.
- Clean backwash tank and backwash pumping station.
- Backwash chlorination package plant with storage tank for filling with 10% sodium hypochlorite.
- Air scour blower system.
- Raw water connections to 3 (No.) raw water sources.
- 3 (No.) inlet pumping stations designed to pump 100 MLD from each raw water source, but with a maximum of 200 MLD from all 3 (No.) sources.
- Connection to existing filtered water main.
- Gravity backwash waste connection.
- Additional power and control infrastructure to support the additional equipment.
- Modifications to the existing RGF plant limited to motorising raw water inlet valves.
- Integration of the new plant into the power management system (PMS).
- Integration of new plant into existing site SCADA system.
RGF overview – Courtesy of MWHT on behalf of SMBJV
Delivery strategy
The project team developed and implemented a design and delivery strategy, adopting a left shift approach with the objective of ‘doing everything only once’ in all stages of the project through design, procurement, manufacture, construction assembly, commissioning and take over. This was enabled by the utilisation of digital tools and maximising the projects ability to manufacture the new RGF off site (DfMA). Driving this strategy reduced cost, minimised site labour and duration, and achieved a higher quality installation whilst maintaining a record of zero accidents via the selection of construction methodologies during digital rehearsals to ensure risk mitigation occurred well in advance of the actual activity. This innovative strategy is the largest scale DfMA project attempted by MWHT (on behalf of SMB JV) and Thames Water collaboration, with the new RGF block the first post-tensioned structure of its kind to be installed in the UK.
Digital delivery
With over 10 partners working simultaneously on a site with limited space, a digital approach was crucial in collaborative identification and rectification of potential on-site issues early, from the safety of a meeting room.

Precast RGF cells installation – Courtesy of MWHT on behalf of SMBJV
This was all enabled by the MWHT Digital Toolbox, most notably:
- Supplier 3D models were merged into a single, federated model allowing automatic clash detection with all parties able to view and comment on a live version of the design.
- The 3D models were combined with the Synchro programme to create 4D digital installation simulations, which evolved with the project to visualise and collaboratively plan erection sequence, traffic movements, laydown areas and crane positions; reducing crane hire days.
- The as-built civil structure was laser scanned upon erection and the DfMA mechanical equipment was scanned prior to shipping to give dimensional assurance.
- Process flow simulations and commissioning sequences to engage the client in the commissioning and operation processes.
- Augmented reality OPMAN reviews using HoloLens technology to bring the client and project team ‘on board’ with the design and address operational and access issues with the design early.
- The delivery team were issued iPads to record site-based information through site diaries, model mark-ups, snagging tools and installation/commissioning check sheets, which were openly available to the wider project team to review and rectify issues.
- Laser scanning was also implemented in generating and verifying the accuracy of as built information provided to the client.
DfMA (design for manufacture and assembly) approach
The 200 MLD RGF structure and backwash tank are based on the novel Dutchland post-tensioned system, comprising 311 precast walls, 8km tension strands and walkways situated on a 2050m2 base constructed using prefabricated reinforcement cages, reducing the steelfixing from 20 days to 10 days and reducing the risk to personnel. The vertical joint between wall elements has a fine tolerance and is bedded with a high strength structural cementitious waterproofing material. The tanks walls are then post-tensioned horizontally. Special precast wall anchor elements are provided to accommodate the housing of the post-tensioning anchors and post-tensioning operation. The walkways were pre-fitted with handrail, minimising height working and temporary works.

(left) precast H-Flume and Leopold floor installation and (right) H-Flume installation – Courtesy of MWHT on behalf of SMBJV
The 316 stainless steel H-Flumes are the first to be executed in the water industry on this scale. The H-Flumes form the central part of RGF cells for backwash and filtered water collection. The H-Flumes are traditionally constructed using labour intensive reinforced concrete (RC) methods with complex formwork and temporary works arrangements requiring over 300 concrete deliveries. The DfMA method instituted reduced this to two deliveries per filter, each pre-slung, removing all temporary works and resulting in zero waste with controlled dimensional accuracy and minimised working at height. These were installed in five days versus the 20 days via conventional methods.
The filter inlet/outlet pipework consisted of six modules, which included all flowmeters, valves, actuators, pipework, access walkways, handrailing, lighting and electrical distribution boards. The modules were assembled, wired, fully tested and commissioned within the factory before breaking down into large pieces for site installation in four lifts. This was the first-time modules of this size have been manufactured as a complete DfMA unit, including all electrical installation and testing.

DfMA pipe galleries installation – Courtesy of MWHT on behalf of SMBJV
This required close collaboration between the mechanical and electrical supply partners, facilitated by the digital toolbox. The availability of the model at the front end ensured a level of accuracy that was confirmed during the completion of as-builts, saving further time and cost in compiling handover documentation.
The measurable benefits of this strategy included:
- 90% Reduction in height working:
- Zero wall and roof shuttering.
- Zero high-level support steelwork.
- Pre-fitted handrail.
- No Coring – precast orifices.
- Zero temporary works.
- Zero site curing time.
- Zero concrete finishing.
- Minimised impact of adverse weather.
- Strict quality control in factory environment.
- 92% reduction in labour vs traditional techniques.
- 64% reduction in lorry movements and associated carbon savings.
- 54% reduction in prelim costs as a result of programme savings.
- 2000+ service diversions avoided.
- 1100 safe days (still ongoing) worked without any lost time incidents.
- 40% carbon emissions reduction.
- 28-week M&E programme savings, with reduced working within tight spaces for remaining site works.
- Zero waste, tidy site and less chance of slips and trips.
RGF construction time lapse simulation – Courtesy of MWHT on behalf of SMBJV
Coppermills WTW: Supply chain – key participants
- Design & build contractor: SMB JV (Skanska, MWH Treatment, Balfour Beatty JV)
- Principal contractor/designer: SMB JV led by MWH Treatment
- Technical documentation: 3rd Light Media
- Precast concrete: Shay Murtagh Precast
- DfMA pipe modules & H-Flumes: MEPS
- Mechanical installation: Alpha Plus Ltd
- Electrical installation: FSD Ltd
- Systems integrator: Adsyst (Automation) Ltd
- Filter floor: Xylem Water Solutions – Leopold
- HV Switchgear: Hawker Siddley Switchgear Ltd
- Canister pumps: Bedford Pumps
- Penstocks: Glenfield Invicta
- Actuators: Auma Actuators
Summary
At the time of writing (July 2020) the Coppermills WTW project is in the final stage of handover and clearly demonstrates how innovation can drive efficiency in the construction industry. The key initiatives utilised on this project have served to reduce the programme length by 18 months and cut costs; with the project forecast to achieve completion £23m below the original estimate all whilst maintaining an exemplary health and safety record – over 1100 safe days (still ongoing) worked without any lost time incidents.
The maximised DfMA approach delivered a £6m saving on site preliminaries in addition to significantly reducing the required site labour force and carbon footprint, whilst digital tools fostered collaboration and productivity. All of this is in addition to the less tangible benefits brought by the innovative strategy carried out at Coppermills; reduced waste and interruption to daily plant operation, minimal temporary works as a result of design incorporation to remove working from height as far as reasonably practicable, improved quality from controlled manufacturing environment, strong relationships built with key suppliers and the client; and reduced risk.
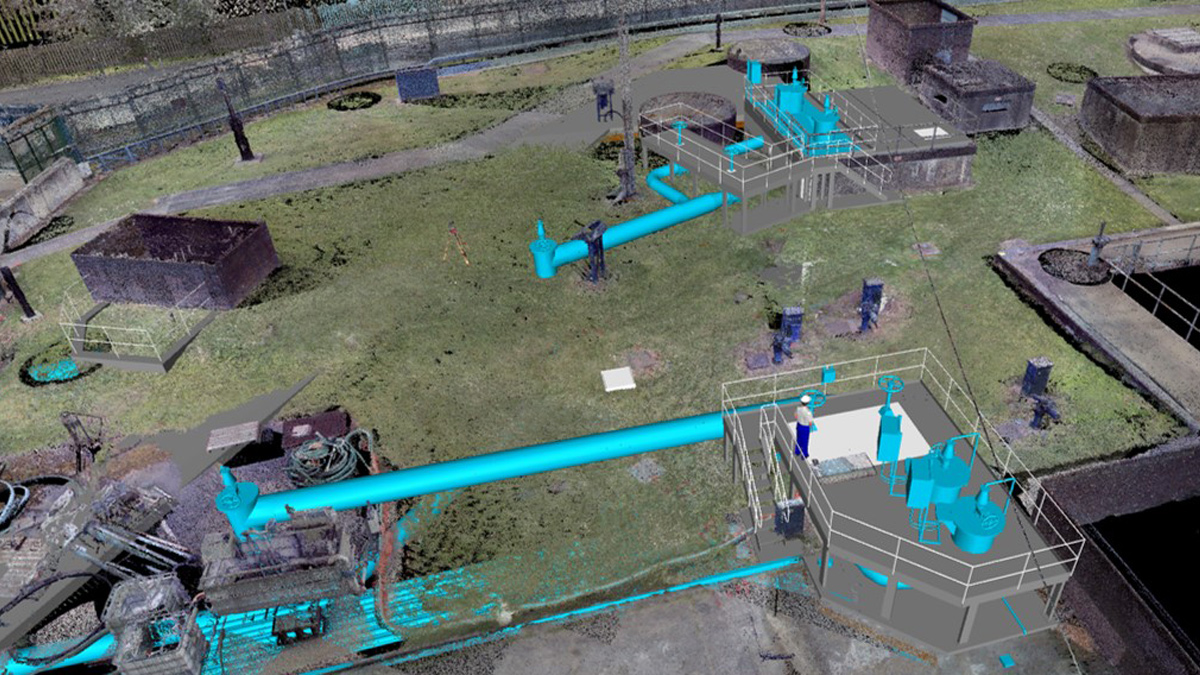
Raw water pumping stations – 3D model – Courtesy of MWHT on behalf of SMBJV
The left shift approach combined both the design and construction teams to ensure that efficiencies were realised earlier via utilisation of the 3D model such that clashes were attended to in design not on site to minimise rework. This approach is perhaps best demonstrated through the 167 service diversions that were avoided by hot-tapping canister pump connections onto the existing raw water mains to create 3 (No.) RGF feed pumping stations; removing the requirement for a dedicated feed pumping station. This gave rise to significant programme, cost and safety benefits and was only possible through the utilisation of LiDAR scanning and 3D modelling to its full potential.
4D digital simulations allowed both Thames Water and supply chain to visualise the operation of the new process and the programme, enabling them to provide key design and construction sequencing input from an early stage. Visualisation of the commissioning process enabled the operations team to understand the plant start-up procedure, smoothing the integration with the existing process and permitting for flow management.
This epitomises the collaborative approach, which was key to the success of the project, throughout design, manufacture, delivery, commissioning and handover.

New 200Ml/d RGF block extension – Courtesy of MWHT on behalf of SMBJV
In conclusion, the innovative approach followed at Coppermills provides a clear template of how a left shift, maximised DfMA approach can, with the help of digital delivery tools, provide a huge efficiency increase in the water industry, particularly for large, complex projects.
The successes from Coppermills will be taken into the next AMP cycle with the intention of building upon them, incorporating 4D planning, laser scanning and digital verification into more projects and continuing to optimise usage of left shift and DfMA construction methodologies; to become ‘business as usual’.