
Bluewater Bio
HYBACS® (2018)

Bluewater Bio
Following decades of investment, the UK has a comprehensive sanitation system and a legacy of wastewater treatment plants. As environmental standards continue to tighten, many of these older assets require an upgrade to provide additional treatment capacity and to meet higher quality standards. The conventional approach for many years has been simple: build more tanks or modify the existing reactors to retain more bacteria within the system. Processes such as MBR, MBBR and IFAS have been developed to intensify the activated sludge process by retaining more bacteria, but they are prone to fouling, difficult to implement on a live plant and expensive and complex to operate. This article describes a fundamentally different process known as HYBACS and details how this process has developed from the first full-scale plants in 1999 to its successful deployment in the UK, South Africa and the Middle East. HYBACS is a low TOTEX solution, saving 30-50% of capital costs and up to 30% of operating costs compared to conventional activated sludge upgrades.
History of HYBACS
The process now referred to as HYBACS (or hybrid activated sludge) was developed from a forerunner technology invented in South Korea during the 1980s and known as the rotating activated bacillus contactor (RABC) process. The first full-scale application was a 600m3/d industrial effluent treatment plant for Lotte Confectionary Co. built in 1999. This was followed by more than 30 installations on municipal wastewater treatment works up to 110,000 population equivalent (PE) and industrial applications for the food & drink, livestock and landfill sectors, mostly within South Korea.
In 2007 Bluewater Bio Ltd acquired the technology and undertook extensive research and development to optimise HYBACS for biological nutrient removal (BNR) and to understand the biological mechanisms underlying its high performance. Bluewater Bio Ltd has since completed three full-scale HYBACS upgrades in the UK as well as plants in the Middle East, South Africa and the USA. The total population served is now more than 1 million people, with a further 500,000 population equivalent in contracted orders.
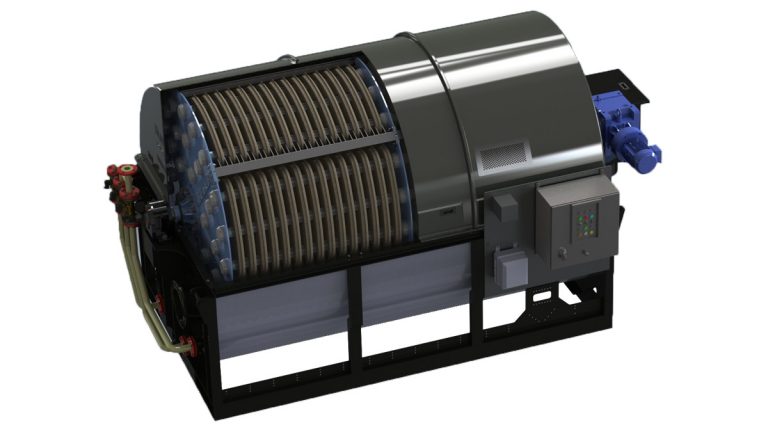
SMART Unit (cutaway to show mesh disks) – Courtesy of Bluewater Bio Ltd
Background
Instead of trying to cram more bacteria into a plant, HYBACS enables the existing bacteria in an activated sludge process to operate more efficiently by creating a separate habitat with attached bacteria in a highly-loaded environment. These attached bacteria change their metabolism to rapidly pre-hydrolyse the wastewater under natural conditions. Hydrolysis is the rate-limiting step in the activated sludge process so, by pre-hydrolysing the wastewater, the biological process can be de-bottlenecked. HYBACS plants can treat up to double the flow and load, and/or achieve better nitrification and denitrification within an existing reactor. Enhanced hydrolysis also promotes a larger, denser activated sludge floc which improves settleability. HYBACS can be designed to give a granular activated sludge, though it is generally better to operate with a dense floc, rather than granules, to keep mixing and aeration costs low.
The HYBACS process can be used with any configuration of aeration tank, any aeration system and is installed outside the tank so it does not affect the existing plant during construction. Importantly, HYBACS is a very low TOTEX solution; it enables existing assets to be retained so capital costs are highly competitive and it is no more complex to operate and maintain than a conventional activated sludge plant and has a lower oxygen demand, so OPEX is low also.
Configuration of HYBACS
HYBACS comprises two biological stages: a unique attached growth reactor referred to as a SMARTTM unit, and an activated sludge tank. The subsequent process is clarification (or another solids separation technique) and, crucially, some or all of the return activated sludge (RAS) is recycled to the SMART unit. A typical HYBACS configuration is illustrated in Figure 1.

Figure 1: Typical HYBACS Configuration
The configuration can be adapted to achieve nitrogen and/or phosphorus removal by incorporating anoxic and anaerobic zones, just like a conventional activated sludge process. In each case, the SMART units are located downstream of the point where incoming wastewater mixes with RAS, but upstream of the aeration tank or internal recycle. Maximising the COD concentration of the liquor passing through the SMART units optimises the overall performance of the process.
Upgrading an existing activated sludge process to HYBACS involves the installation of an appropriate number of SMART units, diversion of flows and additional aeration capacity, if necessary. The load to the activated sludge process may then be increased by up to 150%. This was proven by a plant in the Middle East which was upgraded in 2013 from 40Ml/d to 100Ml/d using HYBACS.
Generally, the existing assets can be retained in a HYBACS upgrade, helping to minimise the costs and duration of construction. The SMART units are installed outside the aeration tank so the existing process is not affected during construction.
SMART units
SMART units superficially resemble rotating biological contactors (RBC), having circular disks of media mounted upon a horizontal shaft. However, instead of impermeable disks which develop a biofilm with an active thickness of typically 200 microns, SMART units contain 50mm thick reticulated mesh disks which fill naturally with porous attached biomass.
A standard SMART unit is 4.8m long and 2.2m wide, containing 30 mesh disks each 2.0m diameter, and serves a population equivalent of 5,000-10,000 PE depending upon the strength of the wastewater. The mesh disks rotate at 3-6 rpm driven by a 2.2kW motor.

HYBACS sludge after 2 minutes settlement – Courtesy Bluewater Bio Ltd
Function of the SMART unit
The volume and retention time of the SMART unit is very small in comparison to the associated activated sludge tank; typically only 1-2%. SMART units contain only about 5-10% of the total active biomass of HYBACS plants. Clearly the SMART units are not merely serving as additional biological capacity but are fundamentally altering the performance of the system.
Pioneering research by Cranfield University demonstrated that the attached bacteria in the SMART unit produce exceptionally high concentrations of hydrolysis enzymes. These enzymes are crucial to the wastewater treatment process; they break down (or hydrolyse) the nutrients into small molecules which can cross the bacterial cell membrane. Molecules such as proteins, fats and carbohydrates are far too large for the bacteria to remove directly and hydrolysis is the critical first step in the process. Yet, in a conventional activated sludge plant, the concentrations of hydrolysis enzymes are relatively low, making this the rate-limiting step in the whole process.
A HYBACS process overcomes the hydrolysis bottleneck and enables more flow and load to be treated within a given reactor volume. The enhanced hydrolysis also promotes effective biological nutrient removal, due to the availability of readily-degradable carbon.
The products of hydrolysis are soluble and diffuse more readily into the activated sludge flocs. This promotes the growth of larger, denser flocs which settle more quickly than conventional activated sludge. Thus HYBACS also enables higher clarifier loading rates, allowing more flow to be settled in existing clarifiers.

(left) Clean mesh prior to use and (right) biomass within mesh – Courtesy of Bluewater Bio Ltd
Simple operation and maintenance
SMART units are extremely simple to operate and maintain, making them well-suited to the UK water industry’s needs and capabilities. They require no additional sampling or instruments; the SMART units just rotate continuously. The operator has the usual tasks associated with an activated sludge plant (checking the dissolved oxygen concentration and MLSS concentration in the main aeration tank).
The SMART units are also simple to maintain. Once per year the gearbox requires an oil change and the two bearings require a new auto-grease canister. There are no instruments to calibrate or maintain and everything is designed for a long service life and ease of access.
The mesh in SMART units is made of inert, high-voidage plastic with rigid fibres with a design service life of more than 20 years. The rotation of the machines controls the biomass growth and prevents any blockages, so there is no need for any manual cleaning or removal. The earliest plants in South Korea have been operating since 1999 using their original mesh.
HYBACS installation at Newquay STW
The HYBACS process has been designed for extremely quick and simple retro-fitting to an existing activated sludge process, to increase both the hydraulic and organic treatment capacity. Whilst intended as a permanent upgrade solution, HYBACS can also be used for temporary up-lifts in capacity.
In March 2018, South West Water ordered four SMART units for temporary installation at Newquay STW. The existing oxidation ditch experiences a huge increase in load every August when the Boardmasters Music Festival is held in the town. The SMART units were delivered and installed during the morning of 25 May and commissioned one week later. South West Water’s contractor installed feed pumps in an existing chamber, additional aeration blowers and drop-in diffuser grids whilst the existing oxidation ditch remained in service.

Temporary HYBACS installation at Newquay STW – Courtesy of Bluewater Bio Ltd
Enhancing nitrification
The first HYBACS plant in the UK was commissioned in 2012 at Ashbourne STW, Derbyshire. The original oxidation ditch required an upgrade to accommodate an additional 10,000 PE, representing a 40% increase in load. HYBACS was selected, in preference to building additional oxidation ditch and clarifier capacity, due to a 30% saving in capital costs as well as substantial savings in operating costs, carbon footprint and programme duration. The plant has proven to be extremely robust, maintaining compliance despite the influent load rising higher than forecast.
Severn Trent subsequently commissioned a pilot trial at Dinnington STW to investigate the capacity of HYBACS to achieve an ammonia consent of 1mg/l on a 95%ile basis. The HYBACS plant demonstrated compliance with this standard under winter conditions (wastewater temperature ~10°C) at an average load of 0.16 kgBOD/kgMLSS.d (more than double Severn Trent’s design standard limit for a conventional activated sludge plant).
In 2018, United Utilities and their contractor MMB commissioned their first HYBACS plant at Whaley Bridge STW. This was an upgrade of an old UNOX reactor (a covered aeration tank equipped with three surface aerators). Six SMART units were installed upstream and the RAS was diverted to pass through them. The HYBACS plant is designed to reduce ammonia concentrations below 5mg/l to reduce the load on two existing tertiary nitrifying trickling filters. The works is designed to achieve an ammonia consent of 3mg/l and is undergoing commissioning at time of writing (August 2018).
Full nutrient removal
HYBACS is capable of achieving the most stringent international discharge standards. A HYBACS upgrade at Tsakane WWTW, near Johannesburg, was commissioned in January 2018. This plant was upgraded from a capacity of 10.8 MLD to 20 MLD and is required to meet the South African General Standard. The original works had a single biological nutrient removal reactor with anaerobic and anoxic zones, configured as a 3-stage Bardenpho process.

SMART units installed at Tsakane WWTW – Courtesy of Bluewater Bio Ltd
The layout of the SMART units was designed in accordance with best-practice principles of Design for Manufacture and Assembly (DfMA). This approach uses factory-built components which are designed to be manufactured and assembled off-site, leaving the absolute minimum of work to be done on site.
The 12 SMART units were arranged in two rows of six with the flow entering and leaving via gravity in stainless steel channels. Access walkways were built on top of the channels to provide good access for inspection and maintenance. The entire assembly of SMART units and steel channels was fabricated, assembled and tested in a workshop before disassembling into sections for transport. The sections were then reassembled on a simple, flat concrete slab at Tsakane WwTW; the site work took only 3 weeks.
The HYBACS upgrade was designed to achieve the Water Use Licence criteria set out in Table 1 below.
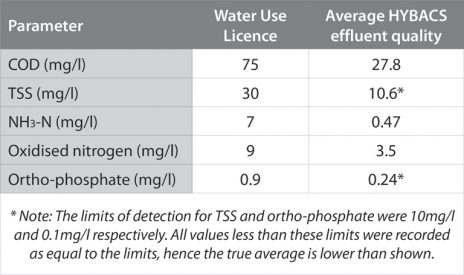
Table 1: Summary of final effluent quality requirements & actual performance
The graph of ammonia and oxidised nitrogen concentrations (Figure 2 – below) is particularly interesting because it shows the effect of adjusting the dissolved oxygen (DO) setpoint in the aeration lane. For most of the period, the aerators were operated in manual control and the aeration tank was over-aerated, with a typical DO concentration of 3-5 mg/l. In early March the DO concentration was controlled at ~ 1 mg/l resulting in less DO carried back to the anoxic zone in the nitrate re-cycle and better denitrification.
The effluent nitrate concentration during this period was less than 2 mg/l while the ammonia concentration remained at approximately 1 mg/l. This demonstrates the importance of good aeration control to optimise nitrogen removal.
The HYBACS upgrade at Tsakane was delivered for a total cost of £2.8m, whereas a conventional activated sludge process would have cost around £5.2m.
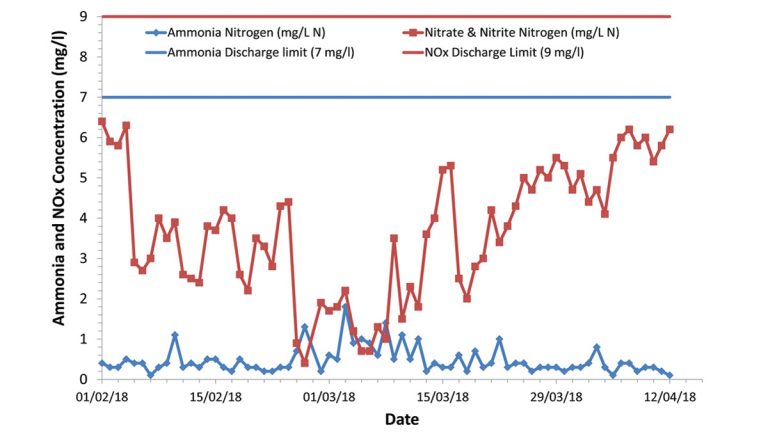
Figure 2: Final effluent ammonia and oxidised nitrogen concentrations
Conclusions
HYBACS overcomes many of the bottlenecks of the conventional activated sludge process in a unique way, enabling existing plants to be upgraded in a simple and cost-effective way to accommodate substantial additional flows and loads. The process has proven to be robust and reliable in cold and hot climates and in a variety of applications from high-rate roughing treatment to full biological nutrient removal with tight discharge standards.
Bluewater Bio Ltd has engineered HYBACS to suit the needs of today’s water industry. The SMART units are built in accordance with best practices for off-site assembly and may be installed quickly without affecting operation of the existing plant. Off-site assembly also reduces health and safety risks during construction. Typical HYBACS upgrades deliver savings of 30-50% compared to conventional solutions, and allow existing assets to be retained.
HYBACS is a simple process to operate and maintain. It requires no more skills or resources than a conventional activated sludge plant, yet delivers a significant step-change in performance.
This paper was prepared by Jeremy Biddle, Engineering Director with Bluewater Bio Ltd
For more information contact: Bluewater Bio Ltd | +44 (0)20 7908 9500 | www.bluewaterbio.com
![]()



























