
Dalton Piercy WTW (2018)

Dalton Piercy Water Treatment Works (WTW) supplies an average demand of 32 Ml/d to ~45,000 properties and significant industrial customers in Hartlepool. The current site process includes UV disinfection, sodium hypochlorite dosing and orthophosphoric acid dosing. This article describes how Anglian Water’s @one Alliance successfully applied product-based delivery principles to the Dalton Piercy Manganese and Turbidity Removal Project through integration of operations and the supply chain. This ensured 60% of labour, plant and material costs were committed on discrete packages delivered as products to site supporting the realisation of a 50% reduction in time on site.
Background
The site is fed from three sets of boreholes, two of which are prone to high manganese and turbidity levels. When high levels are experienced, the site shuts down under Regulation 26 leading to potential loss of supply to the fed properties.
In January 2016, the Drinking Water Inspectorate (DWI) issued an obligation to Anglian Water to provide manganese removal treatment for the end of April 2018. As part of this there were other key obligations Anglian Water needed to meet including confirming the type of treatment by June 2016 and completing the planning and design by December 2016. Anglian Water’s @one Alliance delivered this challenging project.
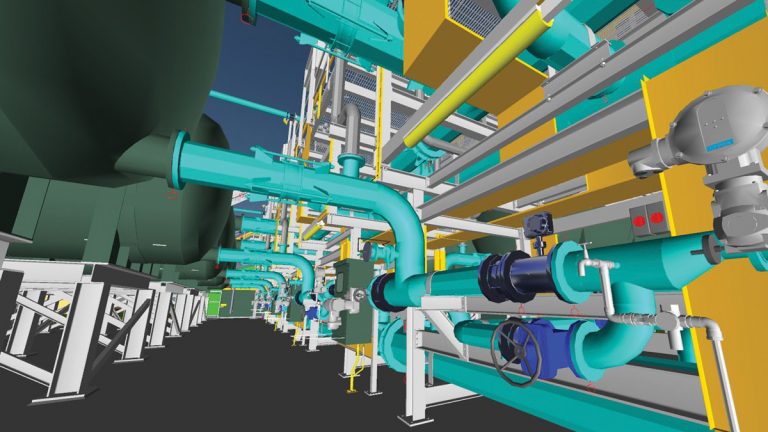
Dalton Piercy WTW – 3D model output of filter gallery – Courtesy of @one Alliance
Process solution
@one Alliance has previously successfully installed pressure filtration for removal of iron and manganese. Review of water quality data and assessment of alternatives confirmed this technical solution provided best value. The designed pressure filtration system included:
- Pre-filter sodium hypochlorite dosing, with 2 (No.) 4m3 storage tanks, to oxidise the manganese.
- 10 (No.) horizontal pressure filters (3.5m dia, 7.5m long).
- Backwash system taking flows from the current site storage reservoirs.
- Dirty washwater management system consisting of 4 (No.) 8.5m diameter glass-coated steel tanks.
- Connecting pipework and power/control interfaces.
Integration
A number of core @one Alliance principles were applied during the integration of the process solution:
- Product based delivery: Utilising standardised products and proven designs with digital tools to enable efficient integration and assembly of design solutions.
- Industrial construction: Integrating our supply chain to enable maximisation of the amount of work undertaken off-site to improve health and safety and reduce time on site.
- Sustainable procurement: Developing and utilising increasingly incentivised framework contracts with our supply chain partners.
- Energy and carbon strategy: To measure, manage and reduce the embodied and operational carbon in the capital programme.
From inception, the design was developed utilising standardised products and proven designs from previous @one Alliance iron and manganese removal projects based around maximising the amount of manufacture and fabrication undertaken off site. The design was undertaken within 3D modelling packages, creating individual models for different project elements. These were combined together within Navisworks ensuring the individual models were integrated without clashes at interface points.

The completed works – Courtesy of @one Alliance
Utilising standardised products and proven designs ensured models could be reused from previous projects enabling quick development of an accurate required footprint for the new treatment stream. A bespoke carbon modelling tool was used to measure, manage and reduce the carbon embedded in to the asset design.
The existing Dalton Piercy WTW site had limited available space to locate the new manganese removal treatment stream due to the number of above-ground and below-ground critical assets. A programme of site investigations and trial holes was undertaken and incorporated into the project model allowing detailed assessment of the location and orientation of the new plant in relation to existing assets.
The team identified an area bounded by two boreholes and two critical inlet pipelines which was sufficiently sized to locate the new manganese removal treatment stream, whilst reducing the length of connecting pipework required and removing the requirement for works to cross an overhead power line. Selection of specific design solutions were undertaken with the core @one Alliance principles, including carbon reduction, in mind. For example:
- Above-ground work was prioritised. This reduced the requirement for excavation on site and maximised the potential to be gained from the product-based delivery approach, while reducing carbon. Beneath the main works area, the only below-ground element was drainage pipework for sampling instruments and the pressure filter base slab.
- The dirty washwater tanks were selected as glass-coated steel tanks instead of a traditional concrete design. Specification of this method significantly reduced the installation time and carbon.
- The sodium hypochlorite package was developed based on a proven design from a previous @one Alliance project in Belstead, Ipswich. In addition, the same sub-contract supplier was selected to ensure lessons were carried forward.
- The motor control centre (MCC) for the new plant was designed for installation on a flat slab maximising above-ground installation. The MCC was installed on a steelwork platform with a kiosk installed over both the MCC and the platform. By designing out the requirement for a cable trench, the amount of excavation was reduced. Overall, this construction method reduced carbon significantly.
Operations and construction teams were fully integrated into the delivery team throughout the project. Input from these teams was critical to ensure the design was undertaken such that the solution would be safely constructed, operated and maintained. In addition, this ensured project opportunities were assessed and agreed in a timely manner without incurring significant costs or rework to the project.
The 3D project model was utilised as a tool to engage with the project stakeholders through regular reviews around specific aspects of the design for buildability, operability and maintainability. The project undertook a digital ‘Safe to Operate’ review prior to start on site. Identification of issues in the design phase of the project ensured they were rectified prior to commencing site works reducing the potential for costly rework activities.

The completed works and filter gallery – Courtesy of @one Alliance
Sub-contract partners were fully engaged at an early stage to ensure the full team had a clear understanding of the strategy to deliver the project maximising product-based delivery principles. They provided comments and advice on designing the plant to enable manufacture off site and identified critical lead time items so that design activities could be prioritised accordingly.
Developing the design with the sub-contract partners enabled the initial outline filter layout to be refined from two pipe galleries to one double sided pipe gallery. The pipe galleries were developed to ensure section sizes could be suitably fabricated off-site, delivered to site and assembled.
The sub-contract partners were engaged on a target cost contract with pain-gain mechanism to ensure they were incentivised to bring efficiencies to the delivery of the project. Relevant models were issued to the sub-contract partners to undertake their detailed design elements. Sub-contractor’s models were incorporated back into the main project model to ensure the completed detailed design did not clash with other elements of the design.
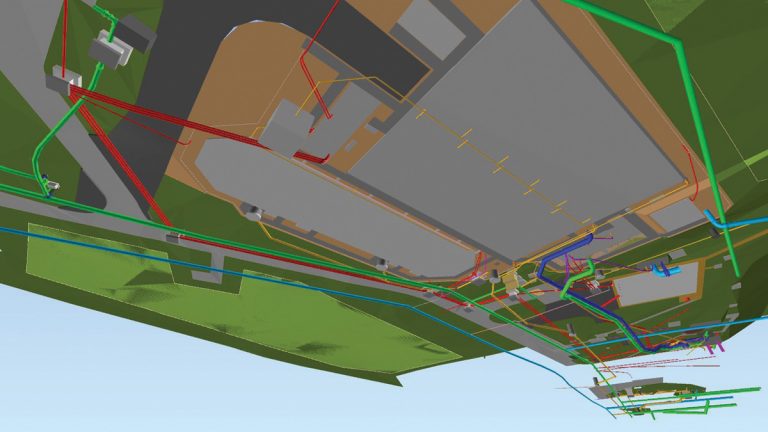
3D model view of new treatment stream from below ground – Courtesy of @one Alliance
Assembly
As part of implementing the core @one Alliance principle of industrialised construction, the project utilised the @one Alliance project rehearsal process. This process is utilised on all projects to collaboratively engage construction and supply chain partners to digitally develop the project assembly sequence such that assembly can be rehearsed in advance of starting on site. This way, when a project starts on site, it is not being constructed for the first time.
Due to the size of the Dalton Piercy project, the project rehearsal was undertaken in stages. The principle of the assembly sequence was to complete civil installation works fully in advance of mechanical and electrical installation. This ensured the number of staff/organisations working within a small footprint at one time was minimised, the work site was kept cleaner for mechanical and electrical installation, and also that off-site build techniques were maximised to reduce the mechanical and electrical installation time. The approach to complete civil installation works in advance of mechanical and electrical installation was successfully undertaken on the @one Alliance Old Buckenham project.

Pressure filters – Courtesy of @one Alliance
To assist the assembly planning and project rehearsal, Synchro, a 4D planning tool, was utilised to aid in the visualisation of the assembly sequence. Synchro was linked to the project federated model and enabled the individual civil, mechanical and electrical elements to be sequenced and reviewed through the Project Rehearsal process.
Utilising these tools and processes enabled a number of efficiencies to be realised in the assembly of the project:
- The mechanical and electrical install sequence was developed to use the civil slabs as storage points for off-site built packages. Due to restricted site space this reduced additional movement of packages on site and removed the requirement to construct additional storage areas.
- The civil slabs were utilised for locating cranes for lifting filters, supports and pipework galleries in place. The installation of these units was ordered such that the filter supplier could sequence the completion and delivery of the individual filter vessels. This removed the requirement for additional temporary works, ensured to right plant element was delivered to site at the right time and mitigated risks associated with local overhead power lines.
- The project rehearsal identified issues with installation of the dirty washwater tank pipework and benching. The dirty washwater tanks were re-sequenced to the start of the mechanical and electrical installation works allowing existing slabs to be utilised for locating lifting equipment for assembly of the inlet pipework and concrete pumps for benching.
- The MCC and kiosk were installed in a single day reducing lifting requirements.

Pressure filters and dirty washwater tanks – Courtesy of @one Alliance
As a result of the detailed development of the assembly sequence through project rehearsal, there was minimal change to the sequence of installation works during the assembly phase. The project rehearsal output developed a clear critical path of the assembly phase ensuring change was well managed and understood by all parties.
The Dalton Piercy site is located 3.5 hours from the @one Alliance office so project management, commercial and design teams were remote from the site works. To ensure strong engagement between the office and site teams, whilst minimising travel time and risk, digital tools were utilised.
A live CCTV feed was set up on the site which was accessible in the office or remotely. This was used to keep team members engaged in the project delivery and was also used as an educational tool for office staff during large lifts on plant. The CCTV feed was also utilised to keep Anglian Water stakeholders advised on progress on the project.
The project model was shared with the site team via BIM 360 Glue so it could be utilised in the assembly of the works. This provided context to the issued construction drawings allowing technical queries to be minimised. BIM 360 Field was utilised in sharing project documents and photos.
Dalton Piercy WTW – Table of designers, contractors and suppliers
- Designer: @one Alliance
- Principal contractor: @one Alliance – Stantec Treatment Ltd
- Tier 2 civil partner: Coffey Construction Ltd
- Tier 2 M&E partner: Waveneys
- Tier 2 MCC partner: Paktronic Engineering Company Ltd
- Pressure filter vessels: Freeflow Pipe Systems
- Pressure filter internals: Filtec Water Services Ltd
- Sodium hypochlorite package: Lintott Control Systems Ltd
Conclusion
The new manganese removal process stream was fully commissioned and entered into operation on 17 April 2018 meeting the DWI Obligation.
The successful completion of this project demonstrates the key benefits of applying product-based delivery principles through strong integration of Operations and Construction staff and sub-contractors throughout the project life cycle.