
Lochaline Water Quality Upgrade Project (2018)
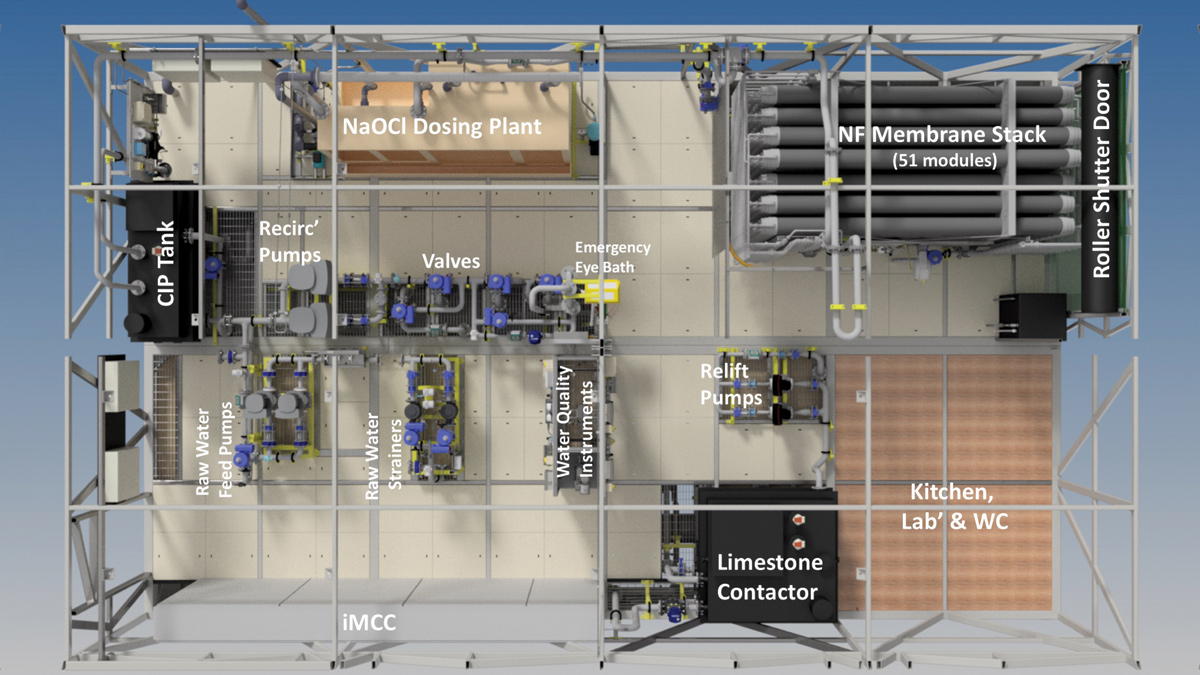
TTU plant footprint incorporating all key process equipment - Courtesy of Ross-Shire Engineering
The Lochaline Water Quality Upgrade Project required the design and delivery of a whole new water treatment works at Lochaline in the remote Morven Peninsula. A modern and compact membrane based treatment technology was selected which would support a rapid and efficient delivery strategy. The key to the delivery strategy was an on off-site modular design and pre-fabrication, followed by the transportation of units to site for local assembly (DfMA). The new transportable treatment unit (TTU) process would replace the existing Lochaline WTW, dating from the 1950s as part of Scottish Water’s water quality improvement strategy, while also providing for future growth in demand in the local supply zone. The project would be developed at pace via a significantly accelerated delivery programme while maintaining the high standards and procedures required by Scottish Water and delivery partner Efficient Service Delivery (ESD); a Galliford Try, MWH Treatment and Binnies Joint Venture.
Location of project delivery
Lochaline village is located in a remote, scenic location in the Argyll region of the Scottish Highlands which is popular with tourists. The remote location has areas of restricted access and communications for large construction vehicles and the route from the prefabrication plant to the construction site passes over a series of minor A and B roads that criss-cross hillsides and streams as well as the Corran Ferry at Loch Linnhe.
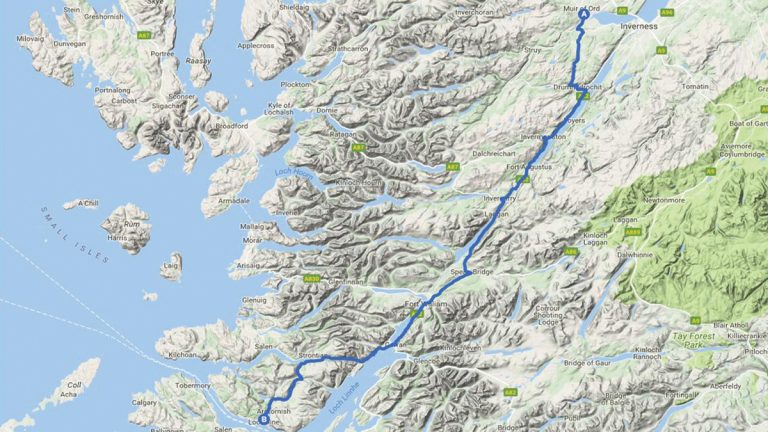
Delivery route (115 miles) from Muir of Ord to Lochaline – Courtesy of ESD Project Team
The original water treatment works
The old Lochaline WTW was originally designed to treat up to 0.09Ml/d (or 90m3/d), serving a population of approximately 200, and can increase significantly during the tourist season. The works sources raw water via an intake structure fitted with bar screens on a nearby river and a 1.6km raw water main connection. This was subject to a Scottish Environmental Protection Agency (SEPA) abstraction licence that limited the works to take no more than 92m3/d. The old treatment process comprised the following key stages:
- Raw water main delivers flow to the inlet/valve chamber.
- Flows are distributed onto 4 (No.) ‘Inverness type’ upflow media filters.
- Final water chemical treatment (chlorine dosing kiosk).
- Chlorine contact pipe.
- Modular UV disinfection/cryptosporidium inactivation unit.
- Clean water tank.
- Booster pumping station (for vertically higher part of supply zone).
Project drivers
The ‘Inverness type’ upflow filters constructed in the 1950s were ageing and required increasing levels of maintenance. A more modern technology would treat waters to a higher quality, in line with Scottish Water’s quality improvement strategy, and reduce local operations and maintenance team interventions through a greater level of automation. Water demand in the supply zone was close to the works capacity and predicted growth in this area indicated demand would exceed the works capacity.
Development of new Lochaline WTW design
A series of investigations and assessments were carried out by Scottish Water to ensure the correct solution was identified. The outcome of this was the new treatment works design capacity was defined as 195m3/day, allowing for the expected growth in demand.
Scottish Water and ESD undertook detailed analysis of the raw water quality data, approving a nanofiltration (NF) membrane-based process as the main treatment stage of the water treatment works process design. NF is a known effective process for treating upland raw water sources typically found in remote parts of Scotland and has been widely used by Scottish Water in remote locations.
These are characterised by low turbidity, high concentrations of dissolved organic carbon (DOC)/colour and an identified disinfection-resistant pathogen risk (cryptosporidium).

Early stages: (left) TTU frame prefabrication and pump skid installation and (right) pump skid installation – Courtesy of Ross-shire Engineering
Scope reduction was identified early by ESD and following consultation with the Scottish Environmental Protection Agency (SEPA) the existing abstraction licence was increased, removing the need to develop a new abstraction point and pipelines to supplement the existing source.
The local power supply would require upgrading for the increase in load demand from the new water treatment works. A new standby generator would be included to maintain operation during loss of power, blackouts and spikes. The TTU product is provided with an integral waste water balancing tank to trickle discharge waste flows and a dechlorination treatment chamber to ensure no harm to local flora and fauna.
Visual impact of the new works was reduced by including a dry stone wall along the road side and locating the works in a hollow below a bank which obscures the view from passing traffic.
New Lochaline WTW TTU design
Over a number of years Ross-shire Engineering has developed a small-scale modular NF membrane treatment process housed in a TTU (transportable water treatment unit). This is a revolutionary concept which allows design and pre-fabrication of the key process treatment stages and the fully integrated process control system within a single, 2 or 4 purpose built modular units.
The prefabrication is carried out at Ross-shire Engineering’s facility in Muir-of-Ord. The completed TTU plant is then tested as one overall water treatment process in the state-of-the-art factory where it was assembled. Here it undergoes most FATs (factory acceptance tests) and SATs (site acceptance tests) prior to being shipped as a single unit or divided into its component shipping containers for transportation to site. The TTU product has been optimised for treating upland raw water sources across a range of deployable outputs between 50m3/d and 1200m3/d and has been widely used by Scottish Water in remote locations.
The new Lochaline WTW process was designed as follows (all units contained within TTU unless otherwise stated):
- Intake structure at the raw water source with rough ‘bar’ screens (at existing structure).
- Basket strainers (to 20mm).
- Membrane feed pumps.
- 1 (No.) rack containing 51 (No.) PCI Membranes crossflow CA2MF nanofiltration membrane units, configured to operate in parallel.
- Disinfection dosing (sodium hypochlorite).
- Chlorine contact pipe (below floor level in TTU modular unit).
- Lime chip contactor for pH correction.
- Chemical waste tank (below floor level in TTU).
- NF membrane clean-in-place (CIP) process for use every 3 or 4 months.
- New clean water tank (concrete tank, constructed adjacent to TTU).
- New pumping station to supply outlying and high lying areas.
The TTU also contains the iMCC (intelligent machine control centres), control interfaces, water quality monitors and telemetry. A separate emergency generator was installed to ensure continued operation of the WTW to supply customers during local power outages.

Placing TTU base units and TTU ‘Box B’ – Courtesy of ESD
Outline of TTU plant
The salient points of the TTU product are that all equipment and control systems must be able to fit, operate and be maintained safely within an agreed footprint based around modular units, which is derived from planning, logistics and land constraints. To achieve this the TTU process and plant design was stripped down and reduced to the basic, essential steps and components. Where at all possible, and without jeopardising operational effectiveness or robustness of drinking water supply, redundancy in systems was reduced and removed (e.g. a single NaOCl bulk storage tank, limestone contactor and chlorine contact pipe) to minimise the plant footprint.
The type of TTU selected for delivery at Lochaline WTW was one of the first to use Ross-shire Engineering’s most advanced design based on 2 (No.) 12m length X 3.6m width x 3.75m height top units and 2 (No.) base units. The multiple module approach supports larger deployable outputs, increases the available floor space allowing site operations and maintenance team’s suitable access for working and managing the plant as well as space for a small welfare section, all within the TTU.
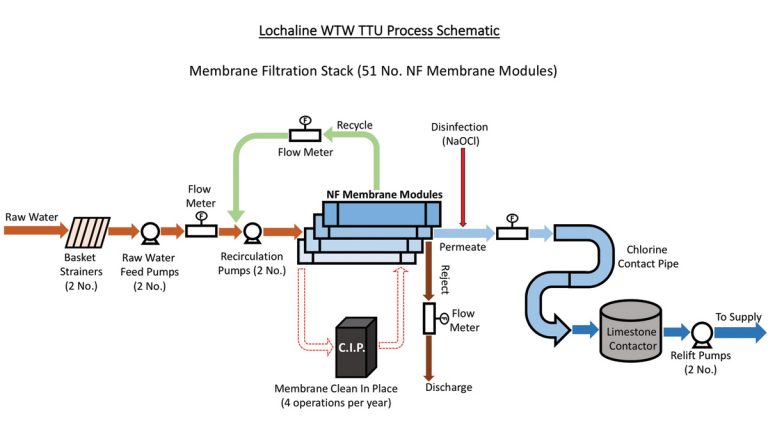
Lochaline WTW TTU process flow diagram – Courtesy of ESD
To enable safe access for maintenance work and replacement of plant during the operating life of the TTU, a set of overhead tracked lifting beams and winch is included in the design. These allow easy removal of heavy plant items, such as pumps, strainers and tanks, which can be lifted over other plant and deposited in a central gangway and then rolled out the door on a trolley. The NF membranes and pressure vessels are removed and replaced by isolating one at a time and then withdrawing from the TTU directly through the adjacent roller shutter doors located at the end of the membrane stack.
Water losses from the main process stream due to online water quality monitors were reduced to the bare minimum by removing dual validation of monitors at points where there was no dosing control function or statutory compliance.
A detailed 3D model was created that allowed inspection and interrogation of plant design during the outline and detailed design, HAZOP and other design workshops. This allowed designers to identify pipe clashes and other conflicts over available space in the finished plant, greatly improving the final design.
Key project benefits from TTU
Key process reasons for ESD and Scottish Water to select the Ross-shire Engineering TTU were:
- NF membranes produce a permeate which has very low turbidity and provide an effective cryptosporidium barrier (a known risk pathogen in this water source).
- PCI Tubular NF membranes proven against fouling by small particles (e.g. sand, pine needles).
- High recovery (85%) across the cross-flow membranes.
- High colour/TOC removal which reduces by-products of disinfection risk (THM formation).
- High removal/reduction of particulate metals (Fe, Al, Mn).

Placing TTU base units and TTU ‘Box B’ – Courtesy of ESD
Key construction reasons for ESD and Scottish Water to select the Ross-shire Engineering TTU were:
- Compact, enclosed nature of TTU makes it ideal for this location (area of natural scenic beauty exposed to view from the Sound of Mull and Lochaline residents).
- Rapid delivery through off-site modular prefabrication for site assembly (DfMA).
- TTU was prefabricated off-site while land purchase and planning applications underway.
- FATs, SATs and commissioning can be substantially complete prior to delivery to site.
- Proven product for Scottish Water, TTU’s used widely in remote locations.
- Less impact on the existing WTW as much of the wet testing has been completed off-site, requiring less raw water to be shared between the existing and new WTWs.
- Significant reduction in disturbance to local populace (shorter construction period and less noise).
- Reduction in health and safety risk as fabrication is conducted in a controlled factory environment.
- Reduction in quality risks and construction risks compared to on-site construction.
- Reduced carbon footprint.
During the detailed design stage, it became apparent the existing raw water main could not support the increased flows to the larger capacity TTU. The decision was made at an early stage in the project to upgrade the main between the intake and the TTU. The TTU being fabricated offline gave the civil contractor unrestricted access to the site, allowing the upgrade to be delivered within the TTU construction programme so that both the new main and TTU could be introduced into service simultaneously.
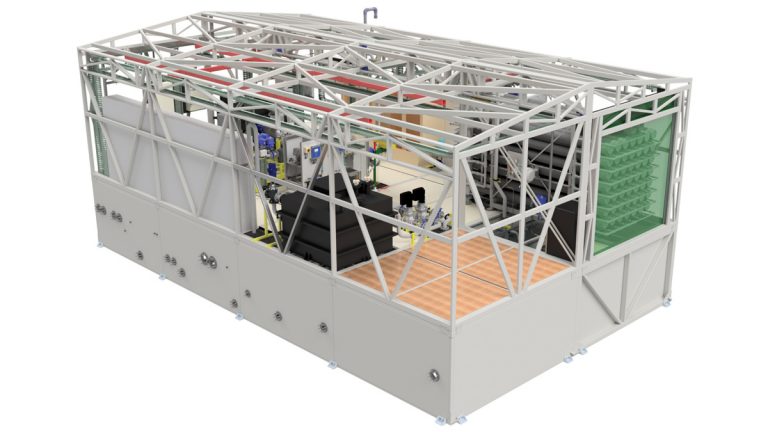
Fully assembled 3D model of TTU – Courtesy of Ross-shire Engineering
Progress to date and conclusion
The Lochaline WTW project was taken on at outline design stage by ESD in May 2016, was designed and constructed clearing final acceptance to enter public supply in May 2017, less than 12 months later. The exceptionally rapid rate at which the design of the new water treatment works was developed and delivered was thanks to the dedication of the Scottish Water, Ross-shire Engineering and ESD teams involved.
The key steps to accelerate the delivery strategy, reduce costs and improve functionality were, as follows:
- Early engagement with Ross-shire Engineering to commence TTU pre-fabrication.
- Lessons learnt from previous projects incorporated in the improved Lochaline WTW design.
- Early project order for TTU with full support from Scottish Water.
- Dialogue with SEPA to expand the existing raw water abstraction licence, thus removing the need to develop an additional source, intakes, pipes and remove risk.
- Segmenting delivery and parallel development of key elements of project by selecting TTU.
