
Cannock STW (2022)

CoMag reaction tanks in ‘L’ shaped arrangement at Cannock STW - Courtesy of Severn Trent
Severn Trent’s Cannock STW is a medium sized wastewater treatment works located to the South of Cannock, Staffordshire. The works serves an existing population equivalent of 65,053 and this is expected to grow to 73,077 by 2033. This is a predicted population increase of 12.3% over a 12-year period, leading to an expected average daily flow of 226 l/s and flow to full treatment of 486 l/s. As well as plant expansion, the current discharge permit is being tightened. The AMP6 permit was 15/25/5/2/3 mg/l (BOD/SS/NH3/total phosphorus/iron) and this was due to be tightened to 15/25/5/0.3/3 mg/l by the end of December 2021 in AMP7 (early obligation scheme) under the Water framework Directive (WFD).
Background
The existing treatment process consists of 3 (No.) primary settlement tanks (PSTs), 6 (No.) fine bubble diffused air (FBDA) activated sludge lanes and 4 (No.) final settlement tanks (FSTs).
A number of options were considered by Severn Trent, however, a standalone, tertiary treatment step was nominated as the best solution to improve the quality of the effluent discharge and treat the anticipated increase in future load.
Severn Trent and MWH Treatment needed a process to ensure compliance with the new total phosphorus (TP) limit of 0.3 mg/l. Following a rigorous commercial and technical assessment process, the CoMag® ballasted clarification system from Evoqua Water Technologies proved to be the perfect fit. Contract placement of the CoMag® system was placed on Evoqua in November 2019.
CoMag® treatment system overview
The CoMag® treatment system is a simple, innovative and proven technology for the removal of solids, phosphorus, heavy metals and other particulate or precipitated contaminants. The CoMag® system is capable of achieving solids removal levels that approach, and in many cases equal, the removal performance of filters.
The CoMag® system is based on conventional coagulation and flocculation but uses an innovative ballast material which differentiates the process from other technologies. The ballast material is magnetite which is a fully inert, high specific gravity (5.2), finely ground, non-abrasive, iron ore. Magnetite is a widely available commodity product that is used in many manufacturing applications.
Due to its nature and through simple mixing, the magnetite is infused into the metal hydroxide floc, thereby significantly increasing the specific gravity of the floc. When the magnetite infused flocs are introduced to the CoMag® clarifier, they settle many times faster than conventional flocs. The rapid settling enables CoMag® systems to employ much smaller and less expensive clarifiers.
Unlike other ballasted clarification systems, CoMag® systems recycle settled solids from the clarifier back to the reaction tanks to increase nucleation sites, enhance precipitation kinetics and promote floc sweep. This recycle ensures continuous solids/liquid contact which results in the magnetite being constantly re-used and minimises losses. The result is superior solids removal, more efficient chemical use and better effluent quality than conventional coagulation/flocculation.
Summary of CoMag® treatment process – Courtesy of Evoqua Water Technologies
The magnetite ballast is recovered from the waste sludge magnetically with little energy consumption and returned to the treatment system with very little magnetite loss, thereby playing an important role in keeping consumable and operating costs to a minimum. With its internal solids recycle increasing nucleation sites, enhancing precipitation kinetics, CoMag® system treatment efficiency actually improves when an upset in the upstream systems discharges excess solids. Hence, the system can process wide ranges of flows and loads with almost no effect on contaminant removal performance or operational stability.
The equipment required for the CoMag® process is simple and requires minimal maintenance as there is no physical filtration barrier to become clogged with solids or requirements to backwash and clean.
In summary, the CoMag® system offers a simple, reliable, and highly effective process that easily handles highly variable flows and solids loads.
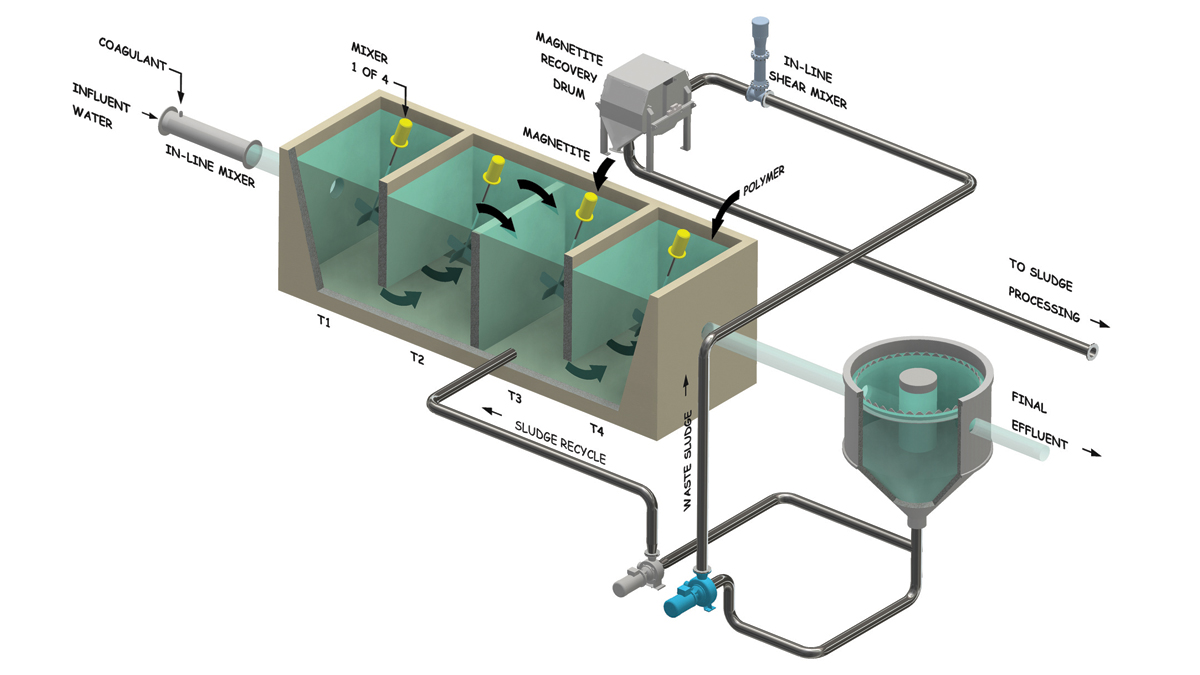
The CoMag® treatment system consists of a series of reaction tanks where the water is chemically conditioned to generate a floc and embed the magnetite into the floc prior to rapid settling in the CoMag® system clarifier.
Other key parts to the process are the recycling pumps that recycle the sludge both to tank 3 and the magnetic drum separator.
Ferric or aluminium based coagulant is added prior to the reaction tank series and dispersed by an in-line mixer. The coagulated water then flows to reaction tanks 1 and 2 which provides the retention time for the floc to form (with gentle stirring). In tank 3, the magnetite is added both from the recycled solids and recovered magnetite from the waste solids. Any ‘top-up’ magnetite would also be added to tank 3 though this can be as infrequent as once or twice per week. This then flows to tank 4 where a small quantity of polymer is added to bind the fine flocs together prior to separation in the CoMag® clarifier.
Materials of construction can vary depending on the size of the project so the tanks can be civil, steel, GRP or HDPE. In the case at Severn Trent’s Cannock STW, GRP tanks were chosen which minimised site construction. A summary of the CoMag® tertiary solids removal (TSR) process is shown in the illustration below.

Clarifiers at Cannock STW – Courtesy of Severn Trent
CoMag® system application at Cannock STW
The Severn Trent and MWH Treatment team ethos was to engineer a cost-efficient solution that maximised process surety after the existing activated sludge process (ASP) at the lowest possible TOTEX cost. In one of the first applications of the technology in the UK, the CoMag® system was installed as a tertiary solids removal process to lower the phosphorus to these new challenging levels. The increased settlement rate, made possible by the magnetite ballast, enables the resulting clarifiers to be up to 90% smaller.
As site footprint space was restricted, and to reduce the cost of excavation, a small footprint of the CoMag® system was a critical requirement for the project. In addition, the four CoMag® system reaction tanks were designed in an ‘L’ shape arrangement to minimise the need for significant civil excavation work on the site.
As well as doing the job of improving effluent quality and meeting new regulatory Environment Agency (EA) quality requirements for water entering the local watercourse, the CoMag® system at Cannock also provided sustainability and operational benefits for Severn Trent. The innovative technology continuously recovers most of the magnetite and, uses low levels of coagulant compared to other technologies which results in a more sustainable process and low operational expenditure. In addition, it is fully automated, requiring minimal ongoing site operational input.
Cannock STW: Supply chain – key participants
- Full design & main contractor: MWH Treatment
- Tertiary solids removal plant: Evoqua Water Technologies
- Civil works – general: Hollywood Civil Engineering
- FRC: Smithform Ltd
- Electrical instal: Southern & Redfern
- Mechanical instal: Hollywood Mechanical Engineering
- Safety showers & eyebaths: Aqua Safety Showers International Ltd
- MCC & ICA controls: Total Automation & Power
- Kiosk access stairs & platforms: Industrial GRP
- Clarifier Tanks: Stortec Engineering Ltd
- Aeration system: Suprafilt
- Grit Removal: Tuke & Bell
- Polymer dosing: Northern Pump Suppliers
- Pumps: Sulzer
- RAM pumps: EMS Industries Ltd
Cannock CoMag® process performance
Process commissioning began at the end of April 2021 with a maximum flow to the CoMag® system of 200 l/s, Ferric coagulant concentration was very low at 3 mg/l and 0.3 mg/l of polymer. The addition of 6,000 kg of magnetite was installed to prime the system and an initial daily top-up of 25Kg per day was added.
The impact on the process was immediate, with low phosphorus effluent being recorded shortly after the addition of chemicals. The flow through the plant was gradually increased (as was coagulant to 5 mg/l and polymer to 1.5 mg/l) until after a week the full FFT flow was being supplied through the CoMag® system.
The Cannock STW performance test data for T-P, Fe and TSS is summarised in the graphs opposite. Early phosphorus performance indicated levels of total phosphorus on or below 0.1 mg/l can be seen in the phosphorus performance graph.
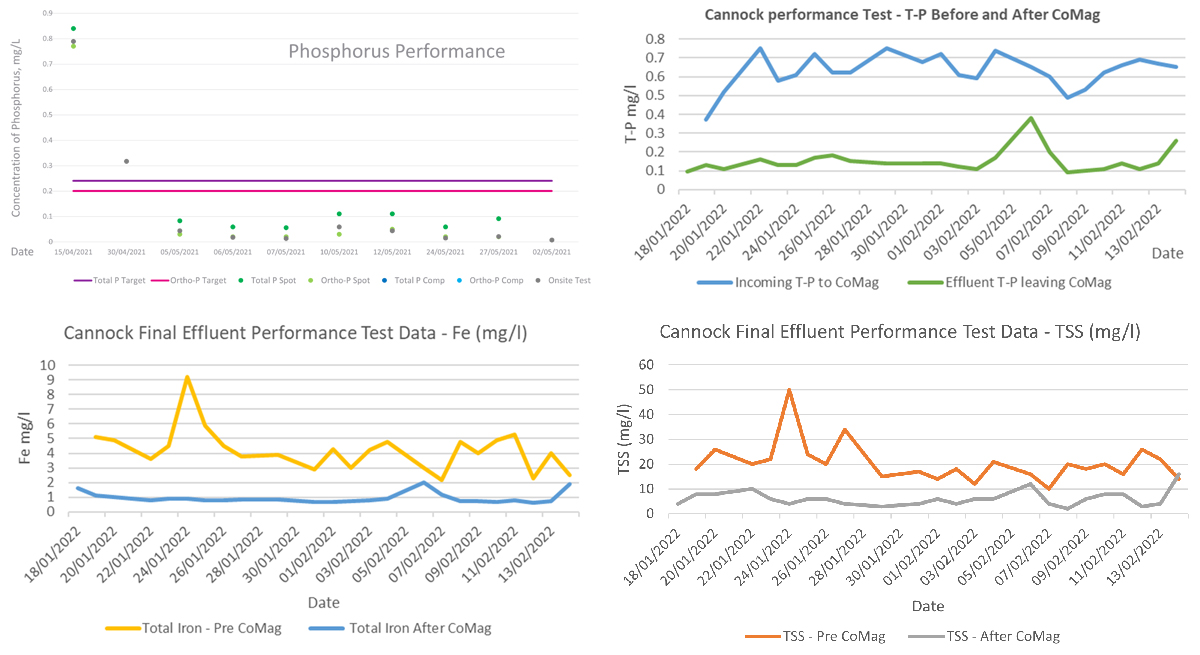
Performance test data at Severn Trent Cannock – Data courtesy of Severn Trent
Conclusion
The installation of the Evoqua CoMag® system met all the objectives of the Cannock project. It has improved the quality of the effluent leaving the plant to meet the new Environment Agency compliance limits of below 0.3 mg/l (average) and has proven to treat the anticipated increase in capacity for future expansion.
The operating costs are meeting the predicted expectations. With the restricted space available on the site, the CoMag® system provided real innovation and the unique ‘L’ shaped arrangement of the reaction tanks allowed the solution to be fit on the existing site.
The success of the project has been evidenced with the project team winning a ‘Highly Commended’ at the Constructing Excellence (CE) West Awards in September 2021.