
Marsh Mills WwTW (2017)

(left) New drum thickener and (right) New centrifuge - Courtesy of South West Water Delivery Alliance H5O
South West Water (SWW) has an ODI target to supply 20% of its energy from renewable sources by 2020. This translates to a volume target of 50GWh renewable output within the final year of K6. This project will contribute 9.4GWh towards this 50GWh target by 2020 by optimising six sludge treatment centres (STCs), which operate Anaerobic Digestion (AD) plants, so that the assets can deliver improved combined heat and power (CHP) outputs in line with their installed capacity. SWW’s AD plants were installed in the 1980s and earlier. Some of the assets are old and in a poor condition, are subject to frequent breakdown, and require excessive reactive maintenance. As a result of the asset conditions, performance has been below typical industry outputs.
Strategy
The capital intervention measures in isolation would not secure the identified 9.4GWh target or make optimum use of the installed treatment capacity. Under the existing AD operating regime, there was little recognition of which elements in the process were impacting on performance and therefore leading to significant loss of revenue from the CHP outputs.
The strategy aimed to maximise the performance, efficiency and generation of the existing AD asset base through proactive intervention, CHP maintenance, optimisation scope of work and the creation of a dedicated operations sludge management team.
Undertakings
South West Water appointed Aqua Consultants to develop the AD Optimisation Strategy at 6 AD sites based on the economics of scale and potential return on investment, to provide a resilient and robust AD sludge treatment operation. The capital interventions were delivered by SWW’s H5O Delivery Alliance. The route selected for delivery of the 6 (No.) AD optimisation schemes was to award design and construct contracts directly with its Alliance MEICA partners, with Kier Integrated Services undertaking the work at Marsh Mills WwTW, Plymouth and one other site.
An informed operation
An essential feature of this strategy includes the provision of fundamental instrumentation across the sludge stream, digesters and CHPs, with real time control and reporting of the data. The results are presented in a user-friendly dashboard referred to as the AD Optimisation Dashboard.
The real time control data links the process relationships between the sludge stream, digester operation and CHP outputs to inform the operator/management which element of the process is becoming/has become inhibited. It reports the financial implications of the reduced performance. This replaces current methods of data gathering and the time consuming interrogation that contribute to delays in response and the associated reduction in overall performance.
Two levels of dashboard were designed and deployed, including one at a site level that consists of an efficient, simple to navigate SCADA mimic. This was designed to avoid snow blinding the operative, and to quickly inform of financial implications of any process issues. The mimic enables operatives to take ownership of process data and override any spurious instrument readings to ensure outputs are informative and of value.
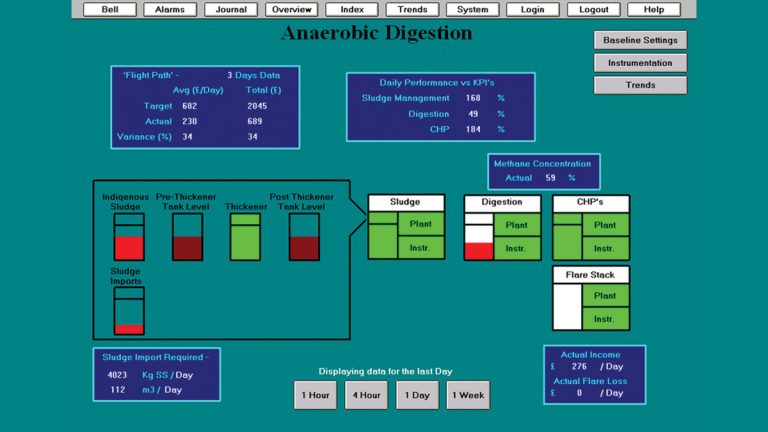
SCADA mimic – Courtesy of South West Water Delivery Alliance H5O
A corporate web based dashboard was deployed onto South West Water’s IT platform to make it accessible from CEO to Operative. The solution provides real time understanding of asset performance as financials and includes functionality to bench mark each works based on the unit value of the processed sludge as well as potential variance from derived targets.
Outputs also include a flight path of actual, current and predictive financial performance of SWW’s entire AD asset base.
Targets based on sludge feed/quality, biogas quality and CHP engine efficiency are averaged every 15 minutes. Each digestion operation can be benchmarked to enable continuous improvement and focus.
OPEX provision
Success of this investment is the provision of a dedicated SWW sludge management team to maintain focus and facilitate continued improvement and a ring fenced CHP maintenance budget to target engine efficiencies and reduce downtime in order to protect the positive payback from the investment. SWW operations are in the process of building and up-skilling the team.
Capital intervention
Six project options were considered as part of this strategy. They are broken down into two areas; critical capital maintenance and enhancements. The enhanced provision has been evaluated on a site by site basis; where as the identified critical capital maintenance cannot be avoided.
Marsh Mills WwTW
Marsh Mills WwTW is located in Plympton, next to the A38 and on the outskirts of Plymouth. It serves the Plympton, Leigham, Estover and Efford area of Plymouth, and will also receive flows from the Sherford new town currently under construction south east of the plant, resulting in a population equivalent of 62,744. The site is also a sludge treatment centre, which processes both the indigenous sludge and imported sludge from smaller WwTWs within the area.
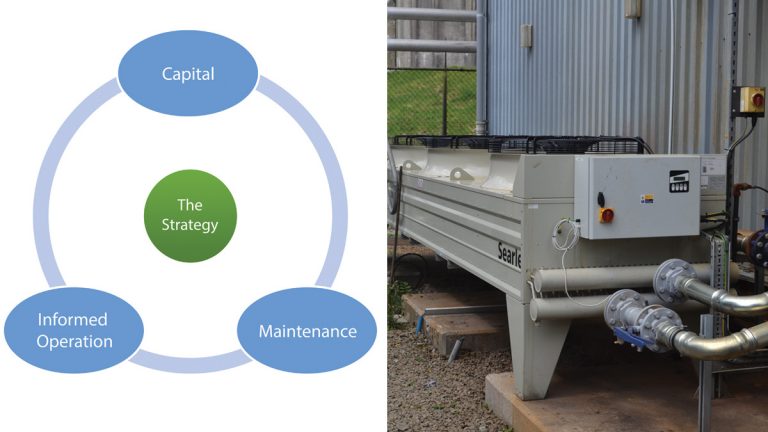
(left) A TOTEX strategy combining capital investment in parallel to OPEX provision and (right) New heat dump radiator – Courtesy of South West Water Delivery Alliance H5O
The digesters and surrounding ancillary plant were installed in the late 1990s; with ancillary plant coming to the end of its asset life, replacement was proposed under the capital maintenance programme. The delivery route selected for the digestion optimisation projects was to award design and construct contracts directly with SWW’s H5O Delivery Alliance MEICA partners, with Kier Integrated Services undertaking the work at Marsh Mills and one other site.
While each of the MEICA partners were responsible for the detail design on their individual projects a co-ordinated approach was adopted with regards to the procurement of common items of plant ensuring buying gains were maximised and consistence of product selection was achieved across the six schemes.
This has ensured a consistent approach across the sites and allowed the programme to tailor the works to the complexities and needs of individual sites.
Design and construction works
Sludge reception: The site receives imported sludge from a number of satellite works. These are passed through a sludge screen before being stored in an imported sludge holding tank, from where it is drained into the sludge transfer sump to join the indigenous sludge before transfer to the sludge treatment centre. Flow meters and sludge density monitors were installed on these lines, enabling the dash board system to monitor sludge feed right from the start of the process.
The existing raw sludge transfer pumps were submersible centrifugal units which struggled to pump thicker sludges and were continually blocking. This resulted in an inability to transfer and became a bottle neck in the process contributing to digester downtime and ultimately reduced CHP generation. These pumps were replaced with new progressive cavity pumps, with sufficient capacity to meet the digester throughput requirements.
Pre-Digestion Processes: The twin Digesters at Marsh Mills have a combined HACCP limit of 127m3/day. One of the requirements of the project was to ensure the upstream sludge conditioning and thickening processes could ensure this volume of sludge could constantly be provided, and its dry solids content optimised, while ensuring minimum amounts of polymer were used in the thickening process.
The site can either co-settle its surplus activated sludge (SAS) in the primary tanks or pass it through a dedicated drum thickener. The performance of the existing drum thickener was compromised as it shared a polymer make up plant with the existing belt thickener, which processes all the mixed works and imported sludge. The belt thickener had limited capacity that could not process the full digester requirements within reasonable working hours per week.

New poly make up plant for Centrifuge – Courtesy of South West Water Delivery Alliance H5O
A new Alfa Laval G3 Mega Drum Thickener capable of thickening 75m3/hr of feed sludge at 1.2% dry solids (ds) to 6% ds was installed together with a new Richard Alan polymer make up plant. Kier undertook the overall design and system integration together with the manufacture of the control panels and all aspects of the installation with their in house labour, project management and design teams. By installing a big bag powder poly feed and make up system dedicated to the new drum thickener, the capacity issues of the existing system were removed. The old belt thickener is retained as a standby unit for the new drum thickener.
Digester Performance: In order to monitor the performance of each digester, a combination of existing and new instruments have been installed and connected to the AD Optimisation Dashboard to measure individual digester, feed rate, feed dry solids content and digester level using radar and pressure, head space pressure, gas flow rate and methane content (part of gas flow measurement device).
As part of the health and safety improvements funded under the scheme, the original vertical ladder access to the roof of the digesters was replaced by a staircase. This allows better access to instrumentation allowing operators to regularly and safely access the digester roof to carry out visual checks of the individual gas mixing line flow indicators and the weir box.
A gas analyser was installed on the gas feed line to the CHP engines which measures methane and hydrogen sulphide content. The signal data is utilised within the dashboard to measure digester performance, and inform on CHP efficiencies when assessed against respective engine design specifications.
The gas mixing system was modified to improve the condensate capture and reduce risk of carry over into the gas mixing compressors. Flow meters were installed on each digester’s gas mixing feed line.
The hot water circuit was also refurbished, introducing separation between the CHP and the digester heat exchanger circuits. The systems were pressurised to provide better indication of leakage, a reduction in air entrainment, and remove the risk of sludge leaking into the heating circuit. Separation of the heating circuits via a plate heat exchanger has enabled correct flow rates and temperature rise requirements for the CHP units and sludge heat exchangers to be optimised. A larger heat dump radiator was also installed as the capacity of the existing unit restricted output in summer months. Additional temperature monitoring linked to the dashboard was installed to allow early identification of problems.

New centrifuge fitted in between existing building – Courtesy of South West Water Delivery Alliance H5O
Sludge dewatering: Post-digestion sludge dewatering prior to removal from site was undertaken by a belt press. Reliability issues coupled with restricted capacity was compromising this final stage of the process. The existing belt press, feed pumps and poly make up plant were housed in a glass reinforced plastic (GRP) building, with a 20kg power polymer bag handling system in an adjacent small kiosk located to the rear of the main building.
The need for a big bag handling system, and 5m3 mixing and ageing tanks meant the new centrifuge could not be accommodated within the building, it was therefore proposed that the unit be installed in between the existing building and the cake barns.
In order to discharge onto the existing conveyor the centrifuge was installed on a raised platform, replacing the existing access to the cake barn high level conveyor access walkways. This provided sufficient space within the existing building to accommodate the remaining plant and the new control panel.
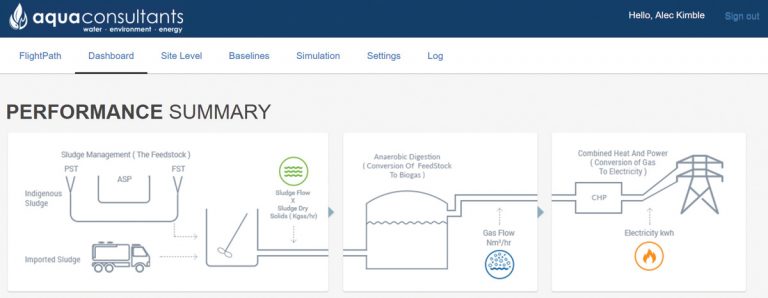
AD Optimisation Dashboard – Courtesy of South West Water Delivery Alliance H5O
Operational Phase
In the operational phase of the strategy a dedicated sludge manager was appointed to develop the team and cultural change. A targeted optimisation programme of works is also about to commence to maximise the generation from the AD sites, all supported by the AD Optimisation Dashboard.
Conclusion
The ability to optimise the performance of key assets is fundamental to the successful operation of waste water treatment plants. This scheme has provide the tools to enable that objective to be achieved and maintained going forward, with the replacement of underperforming assets, the addition of instrumentation to allow real time monitoring of performance and a clear simple dashboard system.
The AD Optimisation Dashboard now highlights to operators where they need to focus their efforts in order to optimise performance and maximise power production while ensuring compliance requirements are met.
Whilst the scheme has only recently been completed there is early evidence of enhanced, sustainable revenue generation achieved from the combined capital, maintenance and informed operation as intended by the strategy.

AD Optimisation Dashboard – Courtesy of South West Water Delivery Alliance H5O
The full outcomes anticipated to be achieved by the strategy include:
- A commercially focused operation.
- A fully integrated dashboard solution presented into financials.
- Clear accountability.
- Reduced downtime.
- 6 (No.) robust STC for imports.
- Standardised consistent operation.
- Best use of existing assets.
- Significantly outperforms SWW AD target GWh.
The carbon impact of the programme of works is significant as a result of the renewable generation potential. All projects are expected to be carbon neutral within 1.5yrs.