
Rothera Research Station (Antarctica) WwTW (2019)

The RRS Ernest Shackleton leads the MV Wisconsin through the pack ice - Courtesy of British Antarctic Survey
Rothera Research Station is a remote facility in Antarctica which is operated by the British Antarctic Survey. Incremental growth in the staffing levels at the station had led to the overloading of the existing wastewater treatment plant and, with the commencement of construction work on site, additional treatment capacity was required. By selecting the most appropriate technology and using the latest digital design and integration techniques, a packaged solution was successfully installed to meet the future needs of the research facility.
Project background
Rothera Research Station is the largest Antarctic research facility operated by the British Antarctic Survey (BAS) and is used as a biological research centre and also a base for deep-field activities and BAS air operations in Antarctica. It is located on Adelaide Island, to the west of the Antarctic Peninsula and approximately 1,000 miles south of the Chilean port of Punta Arenas.
The station operates throughout the year, with over 100 scientists, meteorologists, engineers and support staff present in the summer months, reducing to a skeleton staff of only 22 in winter. The site contains the renowned Bonner Research Laboratory as well as offices, accommodation, workshops, stores, a runway, an aircraft hangar and a shipping wharf. The environment is extreme, with highly variable weather conditions throughout the year and winter temperature frequently at -20°C or lower.
While there is no statutory requirement to treat wastewater at Rothera, the BAS commits itself to the highest environmental standards and therefore treats all wastewater prior to discharge to the sea. In the early 2000s, a submerged aerated filtration (SAF) treatment unit was installed into a dedicated building on site and this operated for many years on a stand-alone basis. However, with the growing summer population at Rothera and further increases forecasted, it became apparent over time that the SAF system was overloaded. A key factor in the need to upgrade was the commencement of construction of a new shipping wharf to accommodate the RRS Sir David Attenborough, which would bring additional construction personnel to Rothera and could drive further expansion of facilities there.

View of Rothera Research Station in the summer months – Courtesy of British Antarctic Survey
Identifying a solution
Wastewater at Rothera is collected at each building and is forwarded to the wastewater treatment plant building using five small macerating packaged pumping stations. Prior to the upgrade project, the wastewater was transferred directly to a packaged SAF plant which included a small primary settlement section and a final lamella settler.
Both settlement compartments were found to be undersized for the duty flows and loads involved. Other factors contributing to the requirement to upgrade included:
- Higher than expected solid contents in the influent flow to the SAF unit.
- High salinity due to the use of seawater for toilet flushing.
- High fat, oil & grease (FOG) contents discharged from the site canteen facilities.
- A lack of flow recirculation and aeration capacity within the SAF unit.
- Loss of process volume within the SAF due to high sludge storage demands.
Excess sludge was being drawn off from the base of the SAF unit and placed into micro-perforated bags which were then taken to bunded area outside the building and left to dry in the sun prior to incineration or transportation off site. The dry solids content of the SAF sludge was found to be very low, making the handling process difficult and inefficient, and the system for filling and transporting the bags was far from ideal from an operator’s perspective.

Treatment plant building – Courtesy of British Antarctic Survey
BAS determined that the key to unlocking capacity in the SAF plant was to reduce the primary load from the influent wastewater and to minimise the sludge storage volume used within the SAF plant. A degree of FOG removal was also seen as a requirement, and there was a clear need to enhance the sludge management regime through a proper dewatering and bagging solution.
On the above basis, it was decided that a primary belt filtration system needed to be installed up-stream of the SAF plant, with a sludge discharge line added to return sludge from the SAF to the inlet side of the belt filter. A screw press and bagging unit were needed on the belt filter discharge.
In selecting this technology for the project, the following key considerations were taken into account:
- Small footprint needed, due to the extremely limited space available within the treatment plant building.
- Must have a track record of successful deployment in extreme environments including Arctic or Antarctic locations.
- Easy to install, operate and maintain given the remote location and limited resources and skill sets available on site.
- Offers an opportunity to improve the sludge management regime on site.
Procurement process
Having agreed a proposed solution, BAS Estates proceeded to a public procurement process administered through Crown Commercial Services. The single-stage tender included price, quality and commercial elements, with evaluation based on 30% price, 30% understanding and risk, 25% methodology and 15% training.
Following the completion of the tender evaluation process, EPS Water were appointed to supply the solution to BAS based upon their Salsnes Filter offering. EPS have had a strong working relationship for almost 30 years with Salsnes’ parent company Trojan Technologies, and in recent years the agency agreement with Trojan has been extended to include the supply of the Salsnes technology in the UK and Ireland.
Salsnes Filter primary belt systems combine three critical processes into one compact unit; solids separation, sludge thickening and dewatering. A rotating belt filter mesh removes over 50% of total suspended solids, which also takes over 25% of the BOD load out. These units deliver effective primary treatment in a fraction of the footprint of a conventional settlement tank and usually at a significantly lower capital cost. They also dewater the resultant sludge to reduce sludge handling and disposal activities and costs.

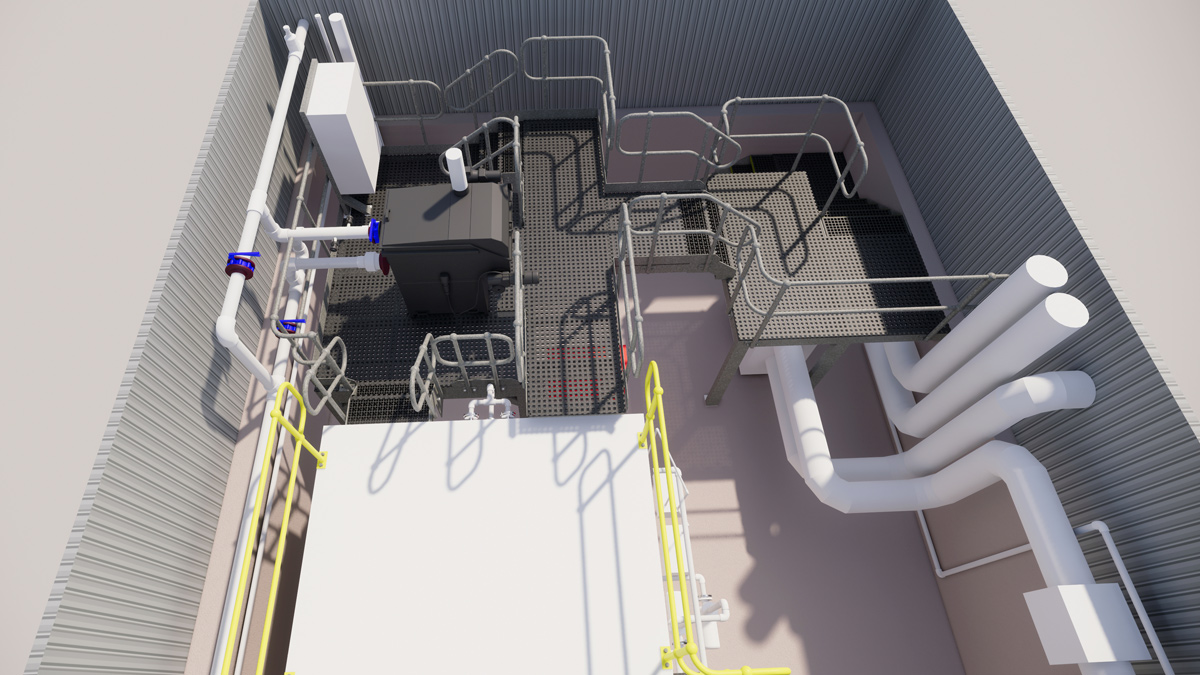
(left) The Salsnes Filter and platforms were integrated at the EPS factory in Ireland – Courtesy of EPS Group and (right) rendered images of project 3D model – Courtesy of EPS Group
Salsnes Filter are based in northern Norway and are the original pioneers of primary belt filter systems, dating back to 1991. Their systems are installed around the world in a variety of applications within municipal wastewater treatment plants and in challenging industrial solids separation applications.
The eventual scope of supply comprised the following:
- Primary belt filtration unit c/w spray bar system, screw press and sludge/screenings disposal chute.
- Sludge/screenings disposal bagging unit c/w fittings, supports, etc.
- Ancillary pipework, valves, fittings, supports, etc. necessary to connect the new unit to the existing treatment plant.
- Instrumentation, controls, cabling and fittings as needed to for the unit to operate automatically.
- Access platforms, stairs, lifting equipment, etc. to enable the new process to be operated safely and as intended.
- Spares and consumables.
Project approach
The Rothera project presented EPS with some unique challenges. First and foremost, the remote location and the requirement for easy install demanded a strictly ‘right first time’ outcome, as the cost and complexity of performing substantial re-work on site was prohibitive from both a cost and time perspective.
In addition, the date for completion and delivery of the finished solution was fixed and unmovable. The completed equipment was to be packed into containers and delivered to Teesport (Middlesbrough) by a fixed date for loading onto the MV Wisconsin. This ship had been chartered by BAS to deliver equipment to Rothera including all of the construction plant and materials for the new wharf which was to be built there.
In order to meet these objectives, EPS used a digital 3D design platform to provide a highly detailed and fully integrated design which facilitated a modular build approach, the pre-assembly of the system and a thorough factory inspection and testing regime to a stringent ISO-accredited quality control procedure.
Initially, the treatment plant building and equipment at Rothera was subjected to a comprehensive measured survey by BAS and this was transposed by EPS to create a base for the design model. A collaborative design ’sprint’ was then carried out, with the EPS and BAS teams working in close cooperation to produce an integrated design in a short timeframe to enable manufacturing to proceed within the milestones set under the challenging project programme.
The filter unit itself was sized, configured and manufactured by Salsnes Filter at their facility in Norway. The features included on the belt filter were selected using the company’s extensive knowledge and experience of working in aggressive cold environments and of installing within confined situations. The filter unit was fully factory inspected and tested in Norway in the presence of the BAS Project Manager (Andrew Binney), Facilities Engineer (Tim Jackson) and members of the EPS team, prior to it being shipped to EPS’s facility in Ireland.
Rendered image project 3D model – Courtesy of EPS Group
Concurrent with the above, EPS manufactured and pre-assembled the various platforms, pipe manifolds, bagging unit, etc. at their newly-built Centre of Excellence for Design & Manufacturing in Ireland. On arrival, the Salsnes Filter was integrated into the assembly and the entire system fully inspected and re-measured to confirm that it would fit into the building at Rothera as intended.
Finally, the assembly was broken back down into constituent sub-assemblies and packed carefully into a shipping container along with all the ancillary equipment, fixings and consumables needed for the installation. The container was then transported to Teesport for loading onto the chartered ship.
Site installation

The system was delivered along with the materials and plant for the construction of a new wharf – Courtesy of British Antarctic Survey
Seven weeks later, and over 11,000km after leaving the UK, having been led through the Antarctic pack ice by the BAS ice breaking and survey ship the RRS Ernest Shackleton, the MV Wisconsin docked at Rothera wharf on the 28 December 2018. The cargo (mostly comprising of equipment for the wharf construction) was offloaded over the following days and the EPS container was taken to the treatment plant building.
Shortly afterwards, headed up by Andrew Binney (BAS Project Manger & Engineer), a small team of BAS Technicians from their Estates division set to work unloading, re-assembling and installing the new wastewater treatment equipment. Thanks to the project strategy adopted, the main elements fitted into the building and were positioned and integrated as intended. All learnings were shared and assessed as part of the EPS continuous improvement programme.
The commissioning of the system took place in March 2019. It was overseen by BAS staff, with remote support provided by EPS and Salsnes Filter as needed. The primary belt filter was configured to remove a substantial primary sludge load from the SAF, as well as receiving returned sludge and removing the majority of FOG material. The discharge screw press was set up to dewater the sludge to between 18 and 22% dry solids content and to transfer it to the bagging unit.

The installed Salsnes Filter and access platform within the treatment plant building at Rothera – Courtesy of British Antarctic Survey
Under the new arrangement, the sludge/screenings bags are held within small caged trolleys supplied by EPS, which are then lifted up from the sunken floor of the building with a new mobile davit unit to ground level for transfer to the exterior. Each trolley contains a small tank and pump to remove excess water, as the floor of the building is sunken and un-drained. This has successfully improved the operator experience and reduced safety risk.
In the finished assembly, provision has been made for ergonomic access to the Salsnes filter unit and sludge handling equipment, and to ensure that the pipes are free-flowing to avoid freezing.
Due to logistical challenges and the need for critical spares availability, an arrangement has been put in place for Salsnes Filter to supply spares for the unit to BAS directly from Norway.

The Salsnes Filter at Rothera taking flow for the first time – Courtesy of British Antarctic Survey
Conclusions
This was a project that, although small in scale, has presented truly unique challenges in delivering a retrofit upgrade to an existing wastewater treatment plant in a highly remote location and inhospitable environment. By applying digital design techniques, stringent quality systems and collaborative working methods, it was possible to address these challenges head on and to mitigate risks prior to delivery of the equipment to the Antarctic.
Not only was the Rothera project a valuable demonstration of cooperative and effective risk management by all stakeholders, it has also achieved the ultimate outcome of delivering a far higher standard of wastewater treatment to the site. It is now facilitating the necessary growth of a valuable research station manned by some of the world’s leading polar and climate change scientists and is reducing pollution levels in the one of the most pristine and sensitive marine environments on Earth.