
Affinity Water Metaldehyde Removal Project (2018)
One of Affinity Water’s long-standing water treatment works (WTW) is to be upgraded following successful completion of industry leading research and development trials. By utilising a pioneering new technology, Affinity Water will be able to continue to deliver a high quality supply of water for customers and communities whilst continuing to operate a robust treatment solution. Trant Engineering has been appointed as principal contractor for the design and construction of a new high-rate clarification plant with powdered activated carbon (PAC) dosing for metaldehyde treatment. Construction for new sludge storage, treatment process and high voltage works are due to commence in September 2018 with a planned completion in spring 2020.
Current process
The Affinity Water site currently operates a multistage treatment process, which includes raw water clarification, granular activated carbon (GAC) filtration/adsorption, membrane filtration for disinfection and cryptosporidium removal and residual chlorination. Three remote raw water borehole sources combine off site and are blended with a fourth clarified borehole source on site and upstream of 6 (No.) GAC filters. The combined flow passes through the GAC filters and then through a membrane filtration system and chlorine contact tank. Finally, the water is dosed with orthophosphoric acid for plumbosolvency control and pumped into the distribution network.
In spite of the various treatment processes currently employed and the blending of sources, which is practiced to optimise the quality of the raw water supplies, Affinity Water found the full range of raw water quality conditions encountered throughout the year a challenge. Where water quality trends indicate that the existing measures will be unable to deliver the required levels of treatment, water quality compliance is achieved by abstraction management procedures. This results in a loss of water from not only those sources posing the greatest risk, but also from the other sources that need to be blended to achieve compliance. This deficit needs to be replaced through importing water at a cost to Affinity Water.

Redundant settlement tanks – Courtesy of Trant Engineering Ltd
New process design
Affinity Water contracted Trant Engineering to design, construct and commission a new treatment process which will primarily target the removal of metaldehyde, an organic compound commonly used as a pesticide against slugs and snails.
The new treatment solution will take account of existing raw water quality data and deliver the required metaldehyde and turbidity levels, without affecting the existing treatment processes. The new stream will treat a segregated flow from the raw water source which has been identified to have consistently high metaldehyde levels.
The new metaldehyde treatment plant will be built within the confines of the existing WTW, in place of a redundant filter block and sedimentation tank which will be demolished as part of the proposed works. The proposed sludge storage and treatment plant will be located in the same area and will treat waste water from the new clarification process unit. Expansion of an existing online metaldehyde monitor sampling system will allow optimisation of PAC dosing to allow effective source treatment.

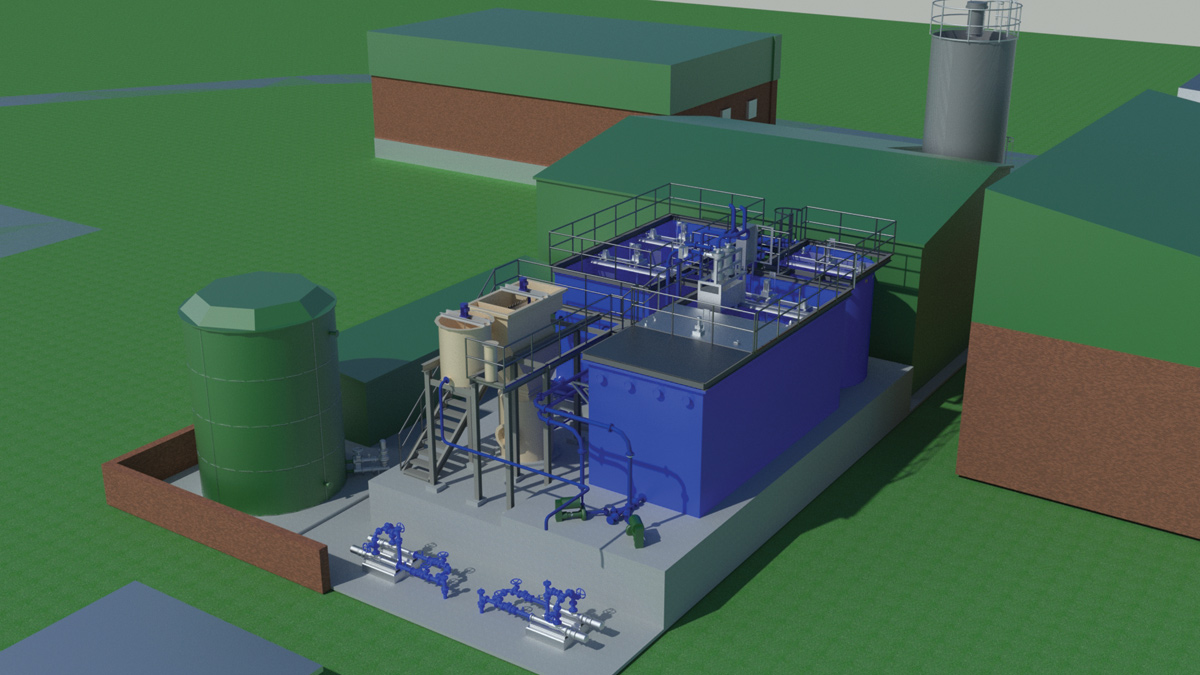
Metaldehyde removal plant render – Courtesy of Trant Engineering Ltd
Off-site civil modifications
Modifications will be made off site to the existing below-ground raw water transfer mains in order to segregate the borehole source which will be treated by the new process unit. This will include the isolation and rerouting of the raw water source via a new 0.4km raw water main installed to convey 9Ml/d of raw water to the new treatment process.
High-rate clarification
Trant Engineering has subcontracted Veolia Water Technologies to design and build an AS5 Actiflo® Carb high-rate clarification unit to treat raw water from the high metaldehyde ground water source. The main reason for selecting the AS5 Actiflo® Carb process for this application is its ability to remove metaldehyde, turbidity and colour based on extensive Affinity Water and Veolia trials. This treatment process involves the following stages:
- Pollutant adsorption using PAC.
- Coagulation of the organic, particulate matter, and colloids.
- Ballasted flocculation of the flocs formed.
- High-rate settlement using lamella plates.
The AS5 Actiflo® Carb process stream enhances the flocculation and settlement stages by ballasting the flocs with the addition of Actisand. The formed flocs gather around a central Actisand core with the addition of polymer. The AS5 Actiflo® Carb process offers a high degree of operating flexibility, such as rapid and automatic start-up/shut down, combined with an outstanding capacity to cope with flow and load variations.
The blend of settled sludge, PAC and Actisand is continuously recirculated to a hydrocyclone where the Actisand is physically separated and returned to the process, reducing the need for fresh ballast to be added to the system. Only 1% of the incoming raw water flow is removed as waste and most of the PAC is returned to the inlet of the AS5 Actiflo® Carb contact tank. The waste is discharged for further treatment through the sludge storage and treatment process. The clarified water from AS5 Actiflo® Carb will flow by gravity and blend with the other raw water sources in the inlet channel of the existing GAC filters.
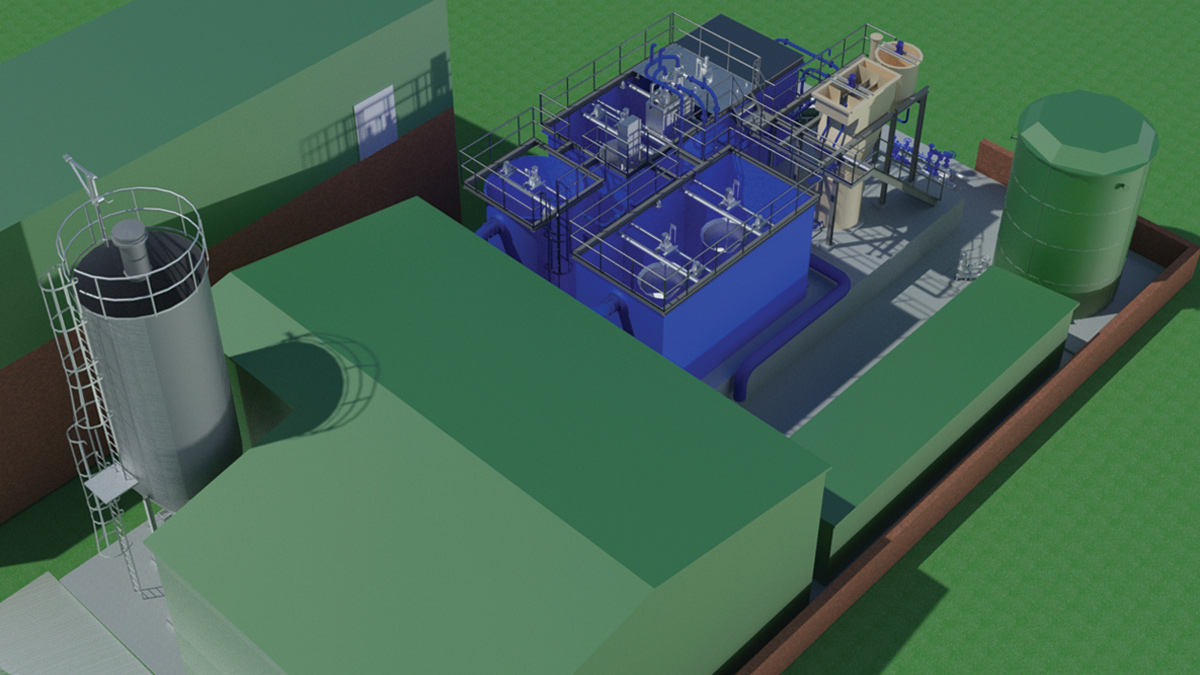
Metaldehyde removal plant render – Courtesy of Trant Engineering Ltd
Sludge storage and treatment
The proposed wastewater recovery plant will use a sludge thickener with integrated lamella to separate and thicken the waste sludge from the Actiflo® Carb. A lamella thickener was selected because it has a small footprint, relatively low CAPEX and OPEX costs and will significantly enhance solids separation, allowing supernatant to be recovered and returned upstream of the Actiflo® Carb unit.
The sludge produced by the integral thickener is expected to reach approximately 3% dry solids. Once running, the equipment requires little operational input or maintenance to maintain the process.
The sludge produced will be transferred to a new sludge balancing tank where it will be stored before dewatering. The sludge balancing tank and integral pumped mixing system will store and maintain homogenous sludge as well as attenuate flows forward. A decanter centrifuge is proposed to dewater the thickened sludge produced by the lamella thickener. The sludge produced by the lamella thickener can be dewatered to approximately 15 to 25% dry solids, with solids recovery between 98 to 99%.
Off-site manufacture
To achieve the programme dates set out in the contract with Affinity Water, Trant Engineering has embraced the utilisation of off-site manufacturing with the aim of reducing the construction programme. Specific items of equipment have been identified to be delivered to Trant’s Off-site Manufacturing & Assembly facility and assembled before being installed at site.
For example, the dewatering centrifuge package will be delivered and constructed off site complete with all process pipework and valving, process instrumentation, power and signal cabling and integral support/access structure. By reducing the amount of assembly and construction that is undertaken on site there is a reduction in work undertaken within a CDM area, reduction in waste, reduced impact of on-site construction activities such as noise, ground disturbance and vehicle movements and a reduction in the overall construction programme.

Trant’s Off-site Manufacturing & Assembly Facility – Courtesy of Trant Engineering
Engineering/construction contracts and delivery timescales
The scheme is being carried out under an IChemE Target Cost Contract (Burgundy Book contract) 2nd Edition 2013. The detailed design for the project is due to be completed by September 2018. The project completion and hand over is due by spring 2020.
Metaldehyde Removal Project: Supply chain – key participants
- Main D&B contractor: Trant Engineering
- High-rate clarification: Veolia Water Technologies
- RC Works: Godsell Arnold Partnership Ltd
- Media Supplier: Cabot
- Off-site manufacturing: Trant – Off-site Manufacturing & Assembly
- Centrifuge: MSE Hiller
- MCC/LVSB: Trant – Automation, Control & Technology
- SEEPEX transfer progressive cavity pumps: SEEPEX UK Ltd
- Pipework (ductile): Saint Gobain PAM UK
- Epoxy coated steel pipe: Freeflow Pipesystems
- System integration: Riverside Automation
- Technical documentation: 3rd Light Media
Management
Trant has extensive experience in undertaking MEICA packages with multiple suppliers and manufacturers for process water treatment projects. With the company’s current works in the water and wastewater industry it has built up good working arrangements with water treatment supply chain specialists and has established a wide range of equipment and suppliers across the UK and internationally.
The company has developed systems, processes and procedures to ensure that only those organisations which can demonstrate the required levels of HSE & Quality Management, programme and value delivery, and business integrity, are engaged by Trant Engineering Ltd.

Rapid gravity filters to be upgraded – Courtesy of Trant Engineering Ltd
Conclusion
Through close collaboration and quality communication, the Affinity Water, Trant Engineering and Veolia Water Technologies project team has produced a bespoke design centered around the application of the AS5 Actiflo® Carb high-rate clarification technology. This approach shall be maintained whilst moving forward into construction and will ensure a good working relationship in any future projects.