
Witches Oak WTW: Green Recovery – Decarbonising Water Resources (2024)

Witches Oak WTW - site layout - Courtesy of MWH Treatment
In the summer of 2020, the water industry was set a challenge by its regulators to identify ways to support the country’s green economic recovery from COVID-19. Severn Trent responded with several proposed programmes, including Decarbonising Water Resources (DWR). The objective of the DWR Programme is to provide additional treated water to Severn Trent’s water network in a low-carbon, reduced-chemical treatment way. The need for this additional water is based on the supply demand balance taking into account drought, climate change, the reduction in groundwater supplies and the need for more resilient water supplies. In 2020, Severn Trent secured the abstraction license for the River Trent from the decommissioned Rugeley power station. This license was for a peak abstraction of 93Ml/d and was appended by the Environment Agency Severn Trent’s existing site at Witches Oak.
Raw Project
Witches Oak Water is a series of gravel pit lakes south-east of Derby near the River Trent. The 80 hectare site, a disused sand and gravel quarry, was acquired by Severn Trent more than twenty years ago to store water as part of a drought resilience initiative. However, the water quality was poor and required more treatment to meet drinking water standards than was originally anticipated so abstraction was ceased.
The scope of this project is to refurbish the existing River Trent abstraction inlet, pumping station, 1000mm main and associated equipment – including the addition of three new pumps, electrical systems and an associated Hydrolox fish and eel recovery system to enable raw water to be abstracted from Witches Oak Waters and supplied to the new Witches Oak WTW. The raw project also includes the first stage of treatment using innovative floating treatment wetlands (FTW) as biological pre-treatment to reduce the turbidity, phosphates, ammonia, and nitrates in the raw water ahead of transfer to the new WTW.

Witches Oak wetlands – Courtesy of Severn Trent
Detailed design for the abstraction pumping station is complete and permit and transfer licences are under review for granting by the EA this summer, well ahead of commissioning requirements, in the final year of install and refurbishment works, which are progressing well at the inlet to the river.
Mott MacDonald Bentley and Biomatrix Water were engaged to first install 3 FTWs as an early install opportunity in November 2022, with the remaining 28 successfully installed in the summer of 2023. Close collaboration between the design team, site managers, and environmental specialists to produce a series of bespoke management plans was paramount to protect the high ecological value of the site during the construction of the wetlands and the removal of a redundant man-made wetland from the lake.
Having now had two full growing seasons the wetlands have matured at an incredible pace and are already producing healthy, strong root masses and improved ecological benefits to the site’s biodiversity and nature.
The scheme remains on target to deliver the benefits of additional abstraction by the end of the year with the 31 floating treatment wetlands continuing to mature now they are complete.

River Trent abstraction site – Courtesy of MWH Treatment
Treated Project
Witches Oak WTW is located adjacent to the existing Church Wilne WTW. The new water treatment works is bounded by the M1 to the east, Draycott reservoir to the south and a railway line to the north.
The process selection for the new water treatment comprises of:
- Raw water balance tanks to blend River Trent and Derwent flows.
- Two auto backwashing filters (Bollfilters®).
- In-Line Coagulation and Adsorption (ILCA®) dosing with poly aluminium chloride (PACL).
- 14 (No.) C90 Ceramic membrane Vessels (CeraMac®).
- Eight granular activated carbon (GAC) filters.
- Two ultraviolet (UV) reactors for disinfection.
- Twin compartment treated water tank.
- High lift pump station with surge protection to supply the Derwent Valley Aqueduct.
The £115m contract for the new Witches Oak WTW was executed with the Severn Trent framework principal contractor MWH Treatment on 27 January 2023. Progress in the year has been impressive with design and construction of the main process structures well advanced in line with the challenging programme to the OFWAT water into supply regulatory date of 31 March 2025.
Innovative technology enables treatment of new source
The £30m subcontract for the ILCA® and CeraMac® membrane process plant was awarded to Nijhuis H2OK Limited who have completed the detailed design with PWNT and their Engineering partner Nortech Group. Site installation of the process equipment is advancing well; the 1260 (No.) ceramic membranes from Metawater Co Ltd in Japan have been delivered and the C90 vessels, backwash and air spring vessels have been supplied by Unidro.
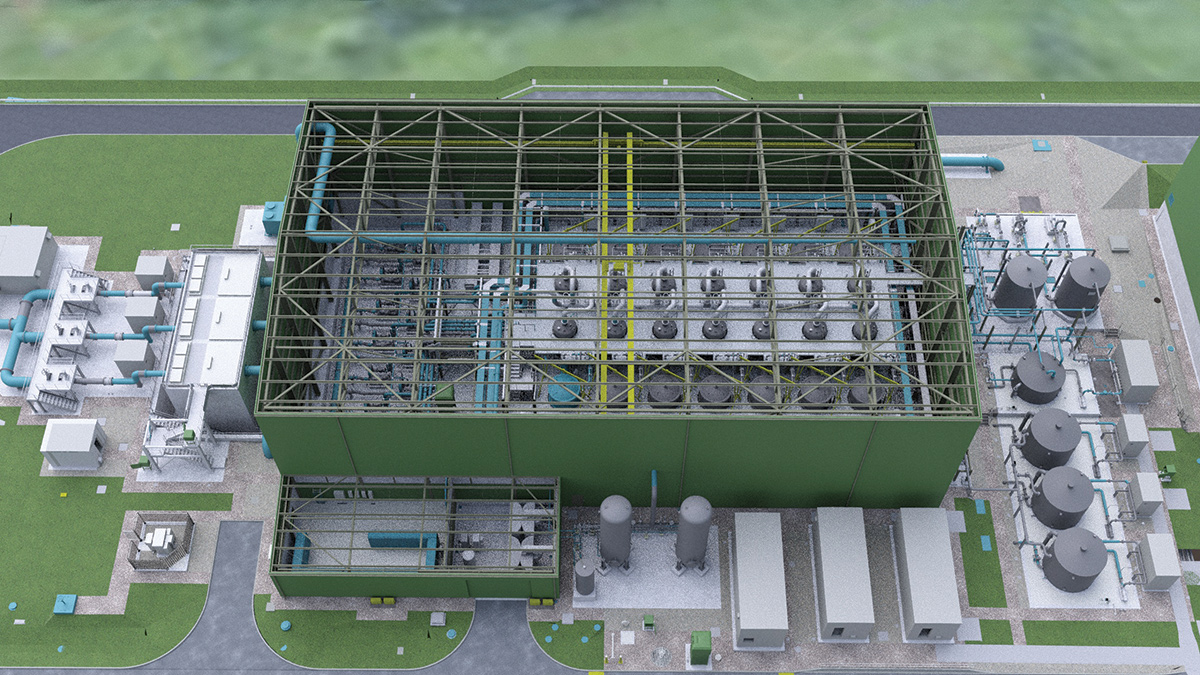
3D render of ILCA®, CeraMac® membrane building and ancillaries – Courtesy of MWH Treatment
Stainless steelwork pipework has been manufactured locally for Nijhuis by Musk Process Services, Hi-Tech Fabrication Ltd, and Franklyn Yates Engineering Ltd with multiple factories required for concurrent production to meet the demanding programme. The vessel frames, pipe racks and access steelwork have been fabricated and installed by Dixon Engineering Ltd.
IIES (Northern) Ltd provided factory manufactured chemical dosing kiosks with tanks from Forbes Technologies. BGEN Ltd has provided the MCC control system and water quality instrumentation boards. Fast-acting pneumatically actuated butterfly valves are required for effective backwash, and these have been supplied by AVK UK Ltd.
Witches Oak WTW: Supply chain: Consultants & Contractors – key participants
- Principal contractor & designer: MWH Treatment Ltd – RSK Group
- Distribution designer: Mott MacDonald
- Biodiversity designer: ARUP
- PFAS treatment pilot plants specialist process engineering designers: WISP Global Ltd
- Hydraulic modelling: Stantec UK
- Wetlands designer/contractor: Biomatrix Water
- Soil surveys: ADAS – RSK Group
- Hydrology surveys: LDE – RSK Group
- O&M manuals: Cognica – RSK Group
- Process engineering: MWHT/Nijhuis/PWNT/Nortech
- Raw water PS & wetlands: Mott MacDonald Bentley
- Physical hydraulic modelling: Hydrotec Consultants Ltd
- Landscape visualisation & strategy: Stephenson Halliday – RSK Group
- Earthworks: JC Balls & Sons | Naylor Plant & Excavations
- ILCA® & CeraMac membrane package: PWNT/Nijhuis
- Temporary works/shoring: MGF Ltd
- Temporary works/shoring: National Trench Safety UK
- Piling: Balfour Beatty Ground Engineering
- FRC works main structures: STAM Construction Ltd
- Strainer RC slab, pipework & HV ducting: ATB Civil Engineering Ltd
- Underground pipework & services: Arthur Civil Engineering
- Underground pipework & road crossings: M2 Civils Ltd
- DVA connection: Barhale
- Ceramac building: Severfield Nuclear & Infrastructure Ltd
- GAC building: AJ Engineering & Construction Services Ltd
- Electrical installation: Southern & Redfern Industrial Solutions Ltd
- HV switchgear & cabling: Central Power Services
- Mechanical installation & pipework: Powerrun Pipe-Mech
- Mechanical installation & pipework: Fluid Sealing & Engineering Ltd
- Substation construction: Hollywood Civil Engineering – RSK Group
- ILCA® cofferdam & excavation: CR Civil Engineering – RSK Group

Witches Oak WTW site overview (May 2024) – Courtesy of MWH Treatment
Digital Toolbox enhances communication and design efficiency
MWH Treatment is focussed on deploying digital engineering expertise and tools to enhance the performance of engineers and improve visualisation during the design integration process. Weekly design interface meetings were held with Nijhuis-Nortech and working on the federated model proved invaluable in finalising detail design. The design of the new water treatment works has been developed in 3D, with 4D being used to look at construction sequencing and overlapping site activities to optimise the schedule.
Value engineering wins
The design team have benefitted the project with value engineering to mitigate risk:
- Improved design efficiency by using the Church Wilne GAC as a template for Witches Oak.
- Whole life cost appraisal of OSEC versus sodium hypochlorite saved £1.6m (OPEX and CAPEX).
- Descoped the sludge WRc thickeners and dewatering centrifuges which generated a reduction of £7.4m of the target price, which funded the raw water balance tanks and River Derwent feed pumps.
- Redesigned the dirty backwash tanks and sewage pump station into an integrated below ground structure which the Severn Trent operators preferred.
- Introduction of two raw water balance tanks will allow blending, storage and control of the flow from the abstractions at Witches Oak lakes and River Derwent upstream of the ILCA®. It is anticipated that the zebra mussels will settle out in the tanks which are constructed from stainless steel to allow cleaning after BioBullets have been used to flush the pipes and eliminate mollusks.

(left) ILCA® overflow pipework and (right) CeraMac C90 and backwash vessel Installation – Courtesy of MWH Treatment
Pilot plant
Due to the water quality challenges in treating raw water from the River Trent, and the new technologies being implemented, Severn Trent has conducted a comprehensive series of pilot trials which have provided invaluable data to confirm the basis of design and operating parameters.
An important trial was to determine the effect of polymers in the supernatant return, and this concluded that the membrane fouling would be increased to an unacceptable level so the process flow will be diverted back to Derwent Reservoir on the full-scale works.
The selected coagulant is poly aluminium chloride, which gave longer run times for the membranes between backwashes than ferric chloride. Membrane performance was good during the harsh winter storms when raw water quality was poor with high turbidity.
A second pilot plant is treating the River Derwent raw water so that the commissioning parameters can be confirmed based on seasonal variations throughout 2024. In addition, ACTIFLO®Carb from Veolia Water Technologies has been added to the pilot plant to enable testing of this process in relation to organics and PFAS removal from the River Trent raw water source.
New carbon medias (from Chemviron and Western Carbons Ltd) which are designed to be more effective at removing PFAS compounds are being trialled against conventional processes to inform the AMP8 scheme.
Chemical consumption minimised
The raw water is adjusted with sulphuric acid and dosed with PACL coagulant prior to mixing in the ILCA®. The coagulated, pH corrected water is pumped through ceramic membranes. Filtrate is dosed with sodium hypochlorite to oxidise soluble iron and manganese as well as to provide breakpoint chlorination for ammonia destruction. Sodium hydroxide is also dosed to optimise Fe and Mn precipitation. The dosed filtered water passes through GAC adsorbers prior to UV for disinfection. Orthophosphoric acid for plumbosolvency and sodium hypochlorite for residual chlorination are dosed prior to a contact main to provide effective chlorine contact time. The disinfected water is dosed with sodium hydroxide for final pH correction prior to pumping into supply, and with bisulphite for dechlorination at the emergency return pump station (ERPS).
The ceramic membranes are regularly cleaned with a chemical enhanced backwash using a combination of sulphuric acid, hydrogen peroxide and sodium hypochlorite. The wastes from the chemical backwashes are neutralised and dechlorinated prior to pumping to sewer. A more intensive chemical clean in place (CIP) is carried out periodically.

(left) Membrane feed pumps and manifold installed and (right) membrane feed pump suction manifold – Courtesy of MWH Treatment
Witches Oak WTW: Supply chain: Process Plant & Equipment – key participants
- Eel screens: Hydrolox
- Raw water balance tanks: Stortec Engineering Ltd
- Raw water autostrainer: Bollfilter UK Ltd
- ACTIFLO®Carb pilot plant: Veolia Water Technologies
- Clean backwash tanks: Hayes GFS Ltd
- UV reactors: Trojan Technologies
- Ceramic membranes: PWNT (Metawater Co Ltd)
- CeraMac vessels: PWNT (Unidro)
- CeraMac steelwork: Dixon Engineering Ltd
- Pipework & vortex breaker: Alpha Plus Ltd
- Wall starters & pipework: Freeflow Pipesystems
- Membrane stainless pipework: Musk Process Services
- Membrane stainless pipework: Hi-Tech Fabrication Ltd
- Membrane stainless pipework: Franklyn Yates Engineering
- Ductile iron pipework: Saint Gobain PAM UK
- Submersible pumps & mixers: Xylem Water Solutions
- High lift & backwash pumps: SPP Pumps Ltd
- Derwent booster pumps: Bedford Pumps
- Flow controls: AFFCO Flow Control (UK) Ltd
- Valves: AVK UK Ltd
- Valves: Cotswold Valves Ltd
- Lamella thickeners: Jacopa
- Surge vessel: Quantum Engineering Developments Ltd
- Flow meters: Siemens
- Static mixer: Statiflo International
- GRP kiosks: Morgan Marine
- Process plant MCCs: CEMA Ltd
- Membrane MCC & instrument backboards: BGEN Ltd
- Transformers: Wilson Power Solutions Ltd
- HV switchgear: BRUSH
- Ring main units: Schneider Electric
- Strainer & MCC steelwork: GT Fabrications
- Factory manufactured chemical dosing kiosks & chemical storage: IIES (Northern) Ltd
- Chemical dosing tanks: Forbes Technologies
- Polymer dosing system: Richard Alan Engineering
- Filter floor nozzle panels: Cadar Ltd
- Installation of filter floor panels: Filtec Water Services
- GAC media: Chemviron
- GAC temporary media: Western Carbons Ltd
- GAC access & MCC support steelwork: Tushingham Steel Fabricators Ltd
- Gantry cranes: Konecranes Demag UK Ltd
- Lifting equipment & testing: T Allen Engineering Services
- Ventillation systems: Air Technology Systems
- Security: Eclipse Security (UK) Ltd
- Fencing: Binns Fencing Ltd
- Fire detection equipment: Chubb Fire & Security
- Administration building: Integra Buildings
- Concrete: Tarmac
- Steel reinforcement: Hy-Ten ltd

3D render of the site layout from east – Courtesy of MWH Treatment
Process safety design – emergency run to waste layer of protection
MWH Treatment and Severn Trent process safety procedures have the primary aim to design and construct a plant that is safe to operate. One step in the procedures is to complete a risk assessment should a risk be identified at the HAZOP, where the unmitigated consequence is Harm to People or the Environment. The Risk Assessment methodology MWH Treatment and Severn Trent use is Layer of Protection Analysis (LoPA), which is accepted by the HSE. The LoPA Study evaluates the Probability of Failure on Demand of all the Independent Protection Layers (IPL) and establishes whether the probability is higher than the Risk Tolerance Criteria in which case there is a ‘Protection Gap’. At the Witches Oak HAZOP of the high lift pump station that supplies water into the supply network a risk of water quality leaving the works with chlorine levels outside of the regulated limits was documented, as a result, an action was recorded for a LoPA to be completed.
As part of the LoPA process the first item that needs identifying is the risk tolerance criteria, as the risk was the potential harm to people combined with the number of people at risk the resulting required risk tolerance S4 was 1.00E-05. A LoPA risk assessment was completed with the results identifying that the first process design had a protection Gap with the design achieving a probability of failure of 1.00E.04. As a result, an additional process was included into the process design with an emergency return pump station (ERPS) being added.
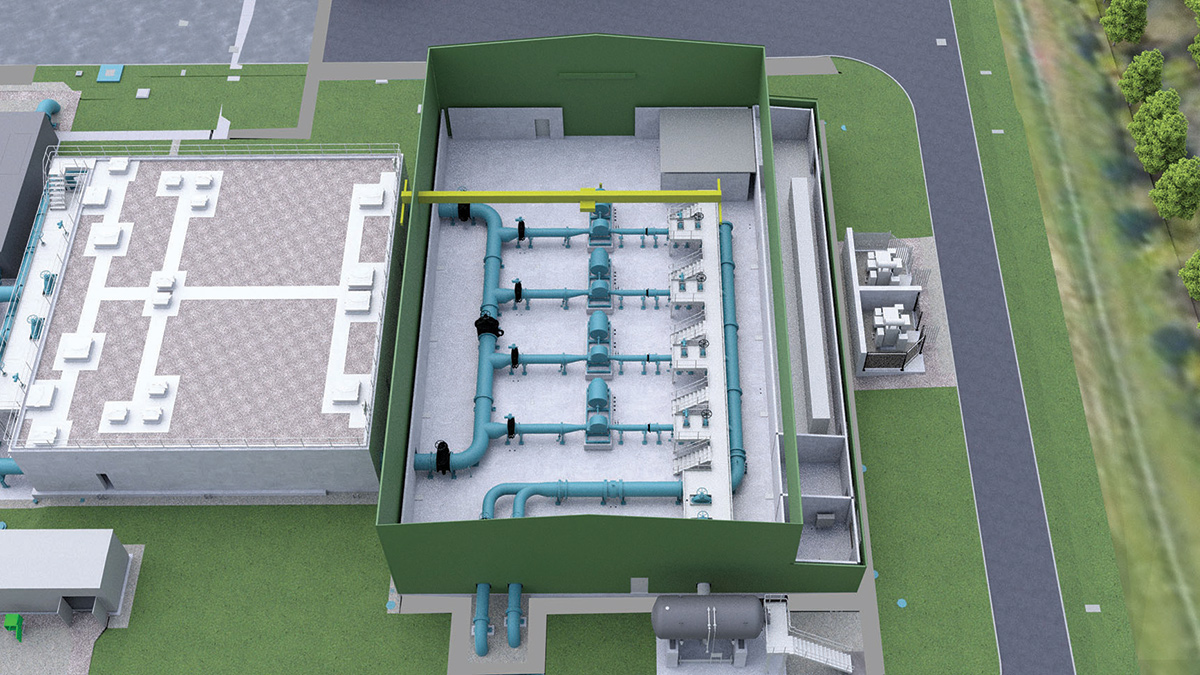
3D render of high lift pump station – Courtesy of MWH Treatment
The purpose of ERPS is to provide an additional layer of protection. Chlorine levels are monitored prior to it entering the high lift pump station, should the chlorine fall outside of the required parameters a diversion valve redirects the flow from the works into the ERPS where it is pumped back to the raw water reservoir. The ERPS pump station operating philosophy is to, firstly, be capable of diverting the full works flow of 89 MLD to waste, and secondly, to allow the works flows to be ramped back to the minimum flow of 20 MLD until the water chlorine levels have been returned to the required levels allowing the works to be returned to service efficiently.
Following the inclusion of the ERPS the LOPA study was reassessed with the results showing that the Witches Oak process design achieved the required risk tolerance criteria of 1.00E-5 for chlorine levels leaving the works under or over the regulated limits.
UV primary disinfection advantages
UV was selected for disinfection with a Ct contact main to reduce chemical usage and avoid construction of a contact tank, eliminating ingress risk. The two TrojanUVFlex® 100 reactors(duty/standby) from Trojan Technologies allow for energy-efficient high-intensity delivery of UV light in an extremely compact footprint, with simple, cost-effective operation.
UV lamps are arranged in arrays perpendicular to flow in quartz protective sleeves. This cross-flow orientation reduces operating costs by allowing independent sections of lamps to be turned on/off in response to changing water quality and ensures continuous treatment by downstream lamps in the event an upstream lamp failure. The sleeve cleaning system removes fouling automatically, without operator involvement, with chambers in service. Wiper seals can be replaced easily from outside the UV chamber.
A smart control system with UV intensity sensors and UVT monitors automatically optimizes energy use while ensuring UV dose and treatment compliance to inactivate microorganisms such as Cryptosporidium, and Giardia. The system dynamically adjusts lamp power and number of lamps to minimise O&M costs.

GAC cell water test – Courtesy of MWH Treatment
GAC optimised construction sequence
The GAC has benefitted from recent experience and lessons learnt which have optimised delivery. 4D digital rehearsals and regular coordination workshops have generated strong relationships and understanding between STAM Construction Ltd for the FRC works, Fluid Sealing & Engineering Ltd for pipework, Tushingham Steel Fabricators Ltd for access platforms/mezzanine floors, Filtec Water Service for the installation of the Cadar Ltd filter nozzle floor panels, Southern & Redfern Industrial Solutions Ltd for the electrical works, and AJ Engineering & Construction Services Ltd for the building’s steelwork and cladding.
Risks have been mitigated, work areas segregated for concurrency, site activities optimised by working together to maximise efficiency. The concrete roof panels were precast and all 50 units installed over a weekend to eliminate lifting over people risk. This method avoided expensive falsework and shortened programme. Steel support frames were provided by FSE for the filter floors and stainless steel launders which were more cost effective and quicker to install.
New power supply to enhance resilience
A new HV substation and feed from the National Grid have been provided by NGED with BRUSH switchgear at Witches Oak and a secondary feed to Church Wilne to reinforce resilience. Central Power have installed the site HV ring main comprising five T2 Ecotrans® distribution transformers from Wilson Power Solutions Ltd with close-coupled, Schneider Electric ring main units, and LV switchboards from CEMA Ltd.

Brush HV switchgear – Courtesy of MWH Treatment
Modular design benefits administration building
The bespoke modular building is designed in compliance with building regulations and has many advantages over traditional construction being inherently more sustainable with roof mounted solar panels to reduce power demand. The administration building features a security rated control and server room for the SCADA, open plan office, quiet room, and laboratory for the plant operators.
A workshop is provided with roller shutter door allows access for maintenance vehicles. Welfare facilities include a kitchen, walk in shower rooms inclusive for DDA, unisex changing and drying rooms. The 11 modules will be manufactured at Integra Building’s Hull factory then delivered and assembled in just five days. Off-site manufacture is being deployed to reduce site works, improve quality, and reduce H&S risks.
Distribution project
In order to transfer the additional deployable output of 89 MLD generated from the new Witches Oak WTW two 700mm diameter mains have been designed and installed, taking water from the new plant, through the existing Church Wilne WTW and across approximately 700m of open land to connect into the Derwent Valley Aqueduct.
Detailed design was completed in early 2023 with construction commencing in the autumn to enable healthy topsoil stripping, road closure notices and preparation of the mains laying through an intricate site with many existing assets that had to be relocated or bypassed to achieve the correct routing.
Progress is advancing well with completion of the 1.9km of pipework and connections to be completed by autumn 2024. Additionally, approximately 1km of 160mm diameter foul water main is being installed along the Sawley Road to take both commissioning waste and process waste once the new treatment works are operational.
The scheme is moving at an incredibly fast pace in order to meet our regulatory commitments and the teams continue to collaborate to resolve unforeseen issues and maintain progress week on week.
In parallel to the Green Recovery commitment above, there are also two G10 business resilience drivers that are obligated to be met in AMP7:
- A new pumping station at Melbourne WTW to ensure that, in the event of a critical failure to the high lift pump station, there is the capability to continue feeding Smisby Reservoir and Severn Trent customers beyond.
- A mobile large booster container solution being installed on a piece of newly purchased land near the Ragdale 42” main to enable connection and establishment of a semi-permanent solution that will be deployed in the event of an emergency loss of Melbourne (as above) to enable continued flows into the Ragdale main.
At the time of writing, June 2024, both of the above schemes are in detailed design with early construction activities underway and are due to be completed at the end of 2024, well ahead of the final AMP7 commitments.

ERPS, backwash, waste & returns, and treated water tank construction – Courtesy of MWH Treatment
Conclusion
A fast-track scheme of such complexity requires an investment in innovation and a commitment to real collaboration to ensure the project thoroughly integrates design and construction to the highest health and safety standards. MWH Treatment’s in-house integrated design has been sequenced and prioritised to feed the site with construction drawings to achieve the challenging milestones. Weekly design review meetings have ensured interfaces have been identified, communicated, and managed.
The pace of the construction and productivity on site has been impressive due to the dedication of the experienced project team and commitment of key subcontractors. The level of coordination and cooperation between trades and subcontractors has been first class and extended hours and weekend working have been deployed to mitigate delays from the unprecedented wet and windy winter.
This prestigious project is on schedule to achieve completion in December 2025.
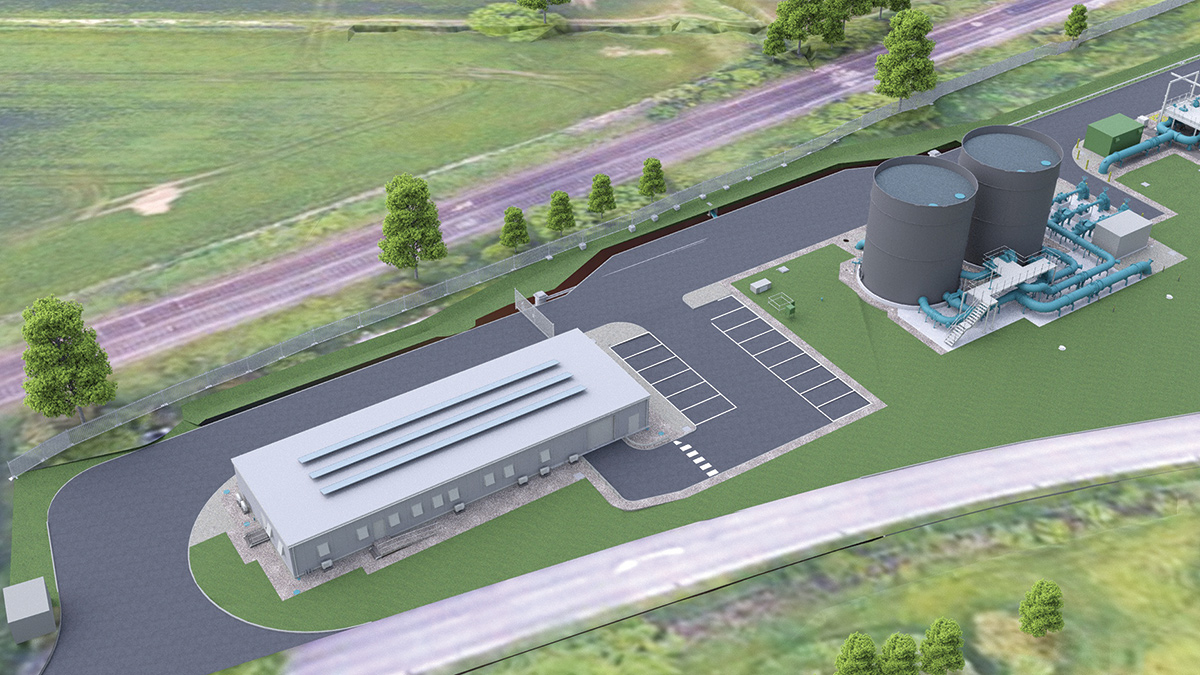
Model of administration building and raw water balance tanks - Courtesy of MWH Treatment

