
Inverurie WwTW (2019)

View of the Nereda® reactors and inlet buffer tank at Inverurie - Courtesy of EPS Group/ESD
Inverurie Wastewater Treatment Works lies on the banks of the River Don in Aberdeenshire, at the confluence with the River Urie, and serves a current population of approximately 28,000 people with substantial future growth within the catchment forecasted. This project has been initiated by Scottish Water to provide compliance with new nutrient discharge consents under the Urban Wastewater Treatment Directive, as well as accommodating the projected population growth and replacing or refurbishing treatment assets to meet required performance, reliability and safety outcomes. It is the first full-scale project in Scotland to utilise the innovative Nereda® aerobic granular activated sludge technology. The design and construction works are being delivered by ESD, a joint venture of Galliford Try, MWH Treatment and Binnies which was formed to deliver Scottish Water’s Q&SIV Non-Infrastructure Programme. The solution development and civil works elements of the project were featured in UK Water Projects 2018.
Project background
Inverurie WwTW is located on the south-eastern edge of the town of Inverurie in Aberdeenshire. Prior to this project, treatment of wastewater was split between two adjacent sites located on either side of the Aberdeen to Inverness railway line. The Old Works, to the west of the railway, was originally commissioned in the early 1970s and refurbished in the mid-1990s, and comprised of an inlet works, a stormwater tank, 4 (No.) primary settlement tanks, a two-stream surface-aerated activated sludge plant, 4 (No.) final settlement tanks and sludge holding tanks. The New Works meanwhile consisted of an extension of the Old Works with 4 (No.) diffused air activated sludge cells and 2 (No.) final settlement tanks, as well as sludge thickening and dewatering facilities.
The project need had emerged over an extended period of time. A long-term requirement for capital maintenance and replacement of ageing assets was overtaken in recent years by the setting of proposed new discharge consents under the Urban Wastewater Treatment Directive and an acceleration of population growth in the catchment. Added to this was a need to improve the flood protection of the plant following flooding incidents, which came into sharper focus due to a major flood in the town in January 2016.
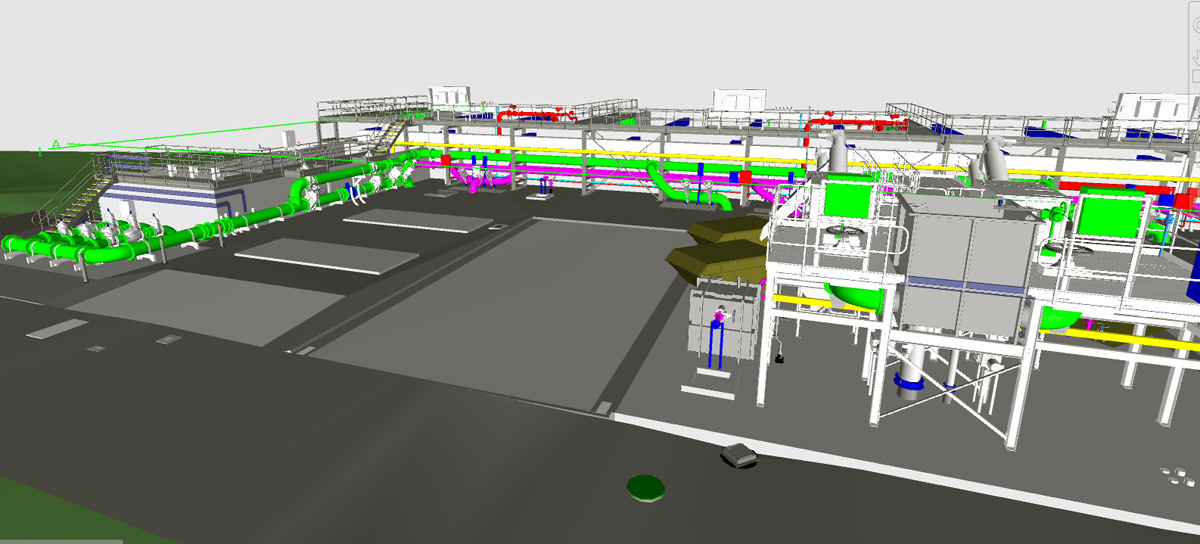
Digital 3D model of the Nereda® plant – Courtesy of EPS Group
The agreed solution at Inverurie comprised of the following works elements:
- Old Works
- New section of main inlet sewer with backdrop arrangement.
- Conversion of the existing primary tanks to storm separation, forward transfer pumping and storm storage – collectively known as the transfer pumping station (TPS).
- New MCC kiosk.
- Construction of a transfer pumping main to the New Works.
- Abandonment of the biological treatment stage, final settlement tanks and sludge holding tanks.
- New Works
- Construction of a new inlet works with flow split, fine screening, grit removal and FOG removal.
- Construction of a new Nereda® aerobic granular activated sludge plant comprising of inlet buffer tank, forward feed pumping, 3 (No.) Nereda® reactors, blowers; outfall chamber, sludge buffer tanks and sludge pumping.
- New MCC kiosk.
- Abandonment of the SBR cells and final settlement tanks.
The above works were designed to provide full high-quality treatment to meet the new discharge consent (including 2mg/l total phosphorus and 20mg/l ammoniacal nitrogen) with a flow to full treatment (FTF) of 185 litre/sec.
Minor upgrades to the sludge thickening and dewatering facilities were to be carried out directly by Scottish Water under a separate project.
Adopting the solution
The Nereda® process was selected by Scottish Water as the most appropriate process technology for the project following an extensive and exhaustive multi-stage optioneering exercise. This followed a lengthy engagement period between Scottish Water and the technology owner, Royal HaskoningDHV (RHDHV) with support from EPS Water Group. This determined that Nereda® technology offered the most economic solution while addressing the key challenges presented by the project. These included:
- Meeting the new nutrient consents.
- Maintaining a small footprint.
- Addressing flood risk.
- Rapid delivery to meet the constrained programme.
- Off-line construction and start-up.
- Low OPEX cost profile.
Inverurie is the first full-scale Nereda® process plant built in Scotland. Scottish Water had previously run pilot plant trials with Nereda® at two other sites and had thus developed the process understanding and confidence that it would be able to meet the project objectives. Coupled to this, a field visit by Scottish Water’s senior team to the Nereda® plants in Ireland which were designed and built (and are now operated) by EPS Group helped to provide assurance that the necessary supply chain expertise and capacity existed to deliver the project efficiently and to the required standards.

New TPS and CSO chamber – Courtesy of EPS Group
Nereda® process summary
The Nereda® technology is an aerobic granular activated sludge process, originally developed in the Netherlands and now owned and licensed by RHDHV.
The technology is well proven with over 70 projects completed or in delivery worldwide, including 13 projects in the UK. It achieves a high standard of biological nutrient removal on a significantly smaller footprint than conventional processes, whilst also delivering operational cost benefits including energy and chemical savings.
What makes the Nereda® process different is the aerobic granular biomass. The granules have an aerobic outer shell and an anoxic/anaerobic core which provide different treatment conditions within a single granule. This enables the Nereda® plant to nitrify and de-nitrify simultaneously, as well as removing phosphorus from the wastewater. In addition, the granules settle rapidly in the same tank, eliminating the need for clarifiers.
The technology was pioneered at the University of Delft and developed in a unique partnership between the University, the Dutch Foundation for Applied Water Research (STOWA), the Dutch Water Boards and RHDHV. After 20 years of research and development, this innovative biological process has proved itself to be a major leap forward in wastewater treatment technology and is being widely adopted by forward-thinking water companies around the world.

Positive displacement blowers – Courtesy of EPS Group
Project scope: Old Works
The conversion of the old primary tanks to form the new TPS and stormwater tanks has been a major undertaking. The availability of the assets in the Old Works has been limited by the need to maintain treatment at Inverurie during the construction of the Nereda® plant and thus much of the work on the TPS has taken place since the Nereda® plant came online.
A deep shaft chamber was needed to house the main CSO screens and transfer pumps. To achieve this, one primary tank was taken out of service early and the floor was broken out and the shaft sunk, using the primary tank walls as a form of temporary works to retain the ground around the shaft. The shaft receives flows from the main Inverurie gravity sewer, as well as rising mains from the nearby Port Elphinstone, Osprey and Kintore/Blackburn pumping stations.
The remaining three primary tanks have been converted into stormwater holding tanks set up in a ‘daisy chain’ formation. The scraper bridges have been removed, the floors have been repaired and re-profiled, and new CWF flushing systems have been installed by Eliquo Hydrok Ltd. A new MCC and GRP kiosk have been installed and further pipework and services have been laid around the Old Works to interconnect the new assets. Further works have been carried out to mothball assets within the abandoned areas of the Old Works.
Finally, a 400mm diameter new rising main has been laid to connect the TPS to the new packed inlet works structure within the New Works area. This was a highly complex and challenging operation, which included working on the public highway and taking the rising main under an existing railway bridge.

View of the new packaged inlet works – Courtesy of EPS Group/MEPS
Project scope: New Works
The new-build assets on the New Works side of the Inverurie plant have been constructed as a sidestream to enable treatment compliance to be maintained through the existing ASP basins and final settlement tanks.
A new above-ground ‘signature solution’ packaged inlet works has been supplied by MEPS to receive flows from the incoming rising main from the Old Works TPS. This structure comprises of a flow-splitting chamber, duty/standby combined Huber Technology units (containing screens, screenings handling, grit removal and FOG removal systems) and all associated pipework, valves, pumps, drives, access platforms and lifting equipment.
Flows from the inlet works pass to a concrete Nereda® buffer tank from which they are pumped forward in batches to the Nereda® reactors. The reactors contain a substantial amount of static mechanical equipment, diffusers and instrumentation, set out in accordance with RHDHV’s process requirements and detail designed by EPS for buildability and efficient delivery on site.
The Nereda® process is managed by Royal HaskoningDHV’s Aquasuite® controller which interfaces directly with the PLC within the new motor control centre. Process air is supplied by a bank of blowers from Aerzen Machines.
Decanted final effluent from the Nereda® process passes through a combined monitoring and hydraulic break chamber before flowing to the river outfall. Wasted sludge is collected in a pair of sludge buffer tanks from which it is forwarded to the existing sludge thickening and dewatering assets on site.
As part of the commissioning of the Nereda® plant, the existing SBR cells and final settlement tanks were taken out of service on a phased basis.
Use of process specialists
For the design and supply of the key Nereda® process equipment, ESD partnered with EPS Group, an existing member of its supply chain and the appointed Nereda® licensee for Ireland where it had previously delivered, and now operates, three completed Nereda® plants under a DBO model (the Clonakilty, Carrigtwohill and Cork projects).
EPS has achieved a number of global milestones in the delivery of Nereda® technology, such as the first below-ground plant and the first global licensee to provide their own seed sludge, and has consistently set new benchmarks in accelerating project delivery. EPS provides added value and reduced risk in the delivery of Nereda®solutions through a range of initiatives and enhancements, including:
- Stronger focus on constructability and safety in delivery.
- Accelerated installation using proven modular off-site manufacturing techniques.
- Applied factory quality systems with full QA and testing prior to delivery.
- Holistic approach to better integrate the process with upstream/downstream assets.
- Informed optioneering on delivery scope and reactor shape and configuration.
- Range of commercial models to suit varying customer delivery strategies and risk appetites.

Knife gate valves on the pipe rack – Courtesy of EPS Group
Collaboration and digitisation
Scottish Water and ESD delivered the Inverurie project using a methodology of early supply chain engagement and whole-team collaboration to unlock efficiencies and to help manage perceived risks associated with a relatively new technology such as the Nereda® process. This approach was initiated with an independently-managed collaborative planning session in Dundee at the outset of the project to agree a mutually acceptable delivery strategy and programme of works.
Inverurie WwTW – Supply chain/key participants
- Client/operator: Scottish Water
- Capital delivery partner: ESD JV
- Process technology provider: Royal HaskoningDHV
- Main process equipment supplier: EPS Group
- Provider of integrated DfMA packages: EPS Group
- Inlet works equipment supplier: Huber Technology
- Inlet works integration & assembly: MEPS JV
- CSO storm screen & storm tank cleaning equipment supplier: Eliquo Hydrok Ltd
- Blower supplier: Aerzen Machines
- Aeration diffuser supplier: Xylem Water Solutions
- Valve & penstock suppliers: AVK
- Valve & penstock suppliers: Industrial Penstocks
- Civils subcontractor: Coffey Construction
- Mechanical subcontractor: A&L Mechanical Installation
- Electrical subcontractor: Interface Contracts
- MCC & ICA subcontractor: MCS Control Systems
- Steelwork supplier: AJ Engineering & Construction Services
- Pumps suppliers: Hidrostal
- Pumps suppliers: Xylem Water Solutions
- Kiosk supplier: Quinshield
As part of its digital engineering initiative, ESD chose to manage this project utilising BIM-based advanced design and construction techniques. Initially the site was laser scanned by ESD, to ensure that all stakeholders had an accurate existing canvas to work from. This minimised the need for site visits thereby reducing travel costs and delays by each part of the design team and greatly reducing the carbon footprint of the project.

All existing assets were digitally laser scanned – Courtesy of MWH Treatment
Design was managed and coordinated using a federated digital software platform, Autodesk’s BIM360 Glue. This was used as an enabling tool for off-site manufacturing and assembly, using the specialist design resources and engineering expertise available both in-house and within selected key subcontractors and suppliers.
Through the use of digital collaborative planning sessions, the project team and supply chain partners were able to benefit from more informed decision-making and to develop an optimised design which minimised the footprint of the plant and drove out waste and superfluous elements of the design as it progressed.
The project also benefitted from improved HAZOP assessments, operator engagement and change control through its lifecycle, with Navisworks software used as a digital window for stakeholder engagement and feedback.
ESD leveraged the expertise and capabilities of EPS Group to develop key modularisation initiatives which allowed the inlet works, the Nereda® reactor internals, the main pipe rack, the access walkways, and pump sets to be delivered in large scale pre-assembled modular packages. This accelerated the delivery of the main mechanical works far beyond what would have been possible using traditional on-site build methods.

Virtual and augmented reality were used for operator engagement – Courtesy of EPS Group
The result was improved productivity, with workshop-grade quality and the highest level of safety being maintained on site.
Digital tools were also used to take operators through the proposed design using augmented reality (AR) goggles, prior to design completion. This allowed a true version of the final product to be visualised in a virtual environment and enabled a more comprehensive project design review to take place. These tools took stakeholder early engagement and team collaboration to another level by ensuring all stakeholders on the Inverurie project were fully aligned towards a clear final goal.
For the commissioning phase, each element of testing and start-up was managed digitally also using BIM360 Field platform and tablets deployed on site. This platform allowed for the central storage of site feedback in the form of daily diaries, progress photos, snagging checklists and tracking.
A key benefit was that the traditional ‘sawtooth’ loss of knowledge between project stages did not occur as the personnel on site changed, and live and historic commissioning data was constantly available for accurate decision-making.
The project utilised QR coding on the tags and labels for every piece of plant or equipment supplied, to allow instant access to the common data environment for authorised users. Scanning the QR code would grant site personnel direct access to that item of plant on the model, or allow them to inspect the commissioning sheets, snag lists, technical specification or even operation and maintenance manuals remotely in the field at the time required.
Off-site assembly

View of the pre-assembled pipe rack in the EPS factory – Courtesy of EPS Group
As well as adopting an innovative process technology and applying advanced digital tools and collaborative working methods on this project, ESD and EPS worked together to deliver much of the scheme using off-site assembly and modular delivery techniques.
By pre-assembling and factory testing the critical mechanical infrastructure, the project team were able to accelerate the on-site installation process and ensure that quality issues and re-work delays were kept to an absolute minimum.
By drawing on the collective expertise within the ESD joint venture partners, and the manufacturing, assembly and testing capability of EPS, this Design for Manufacture & Assembly (DfMA) approach was applied to the following key elements:
- Packaged inlet works.
- Nereda® reactor internals.
- Main external pipe rack and effluent gutter.
- Sludge buffer internals.
- Aeration blower manifolds.
- Access platforms.
- Instrument assemblies.
This initiative ensured that these packages were delivered efficiently, right first time and within the constrained project programme. It also drove positive behaviours on site and led to improved project outcomes on embodied carbon and productivity.

Sludge transfer pump sets – Courtesy of EPS Group
Conclusions
Inverurie is the first Nereda® plant put into service by Scottish Water and this represents a significant and evolutionary step in the application of biological wastewater treatment technologies in Scotland.
On commencement of commissioning of the plant, it was seeded with Nereda® granules taken from an existing EPS-operated site in Ireland to accelerate process efficiency and the nutrient removal capability of the works. The newly-upgraded Inverurie WwTW plant started treating live flows on the 25 March 2019, since when it has been undergoing an extensive programme of process proving to ensure future compliance with the highest standards of treated effluent demanded by the consent.

Final effluent chamber – Courtesy of EPS Group
This project has demonstrated the effectiveness of the Nereda® process for delivering a high standard of treatment against stringent nutrient consents, especially on sites where footprint is constrained. It has also proved how the use of digital technologies, collaborative working techniques and off-site assembly and modular delivery can successfully de-risk projects and enable improved productivity and efficiency on complex construction schemes in the water sector.