
Mythe WTW (2019)

Mythe WTW UV treatment plant - Courtesy of CiM6
The Mythe Water Treatment Works is situated on the east bank of the River Severn, approximately half a mile north of the town of Tewkesbury in Gloucestershire and provides drinking water to population of circa 400,000. Mythe WTW came to national attention in July 2007 when the site was partially inundated with flood water from the River Severn. The flooding knocked out several critical pumping systems, resulting in the supply of water to Cheltenham, Gloucester and Tewkesbury being lost for up to 16 days. In April 2018, following a period of prolonged wet weather, high levels of crypto-like organisms were detected in raw water samples at the WTW, presenting an increased challenge to the existing treatment processes at the site. Severn Trent Water senior management, wary of the lessons learned from a previous cryptosporidium contamination incident in the north-west in 2015, were determined that such an event would not be allowed to occur in Gloucestershire, and thus promoted a fast-track project to install UV treatment capability at the Mythe WTW.
Identifying a solution
The AMP6 one supply chain partner CiM6, a collaboration between the contractor Costain and the designers Stantec UK, was appointed to identify and deliver a solution, with the objective of having the UV treatment capability in place by the summer 2019. The provisional budget for the project was £3m.
The final scheme comprised the installation of 6 (No.) UV reactors housed in sea containers for ease of installation/delivery along with the associated pipework to connect the reactors to the existing process pipework. Each UV reactor was sized to treat a flow of up to 28 Ml/day, with 5 (No.) reactors required to achieve 99% (Log 2) removal of cryptosporidium at maximum works output.
Long lead times with the procurement of some components resulted in the project being delivered in two stages; the first phase completed in just over three months was the installation of the UV reactor containers and associated pipework which allowed the new UV treatment plant to be brought into service in “Dumb” mode with all six of the UV reactors operating at full power.
The second phase was the installation of control and monitoring equipment which, when commissioned in January 2019 allowed the UV dose rate to be tailored directly to the flow rate through the works, thus minimising the power consumption of the plant.
Mythe WTW and issue to be addressed
The treatment process at the Mythe WTW comprises, screens at the raw water intake, preliminary settlement tanks, coagulation and clarification (C&C) tanks, rapid gravity filters (RGFs), carbon filtration (GAC) and disinfection (chlorination) with final treated water then pumped into the Gloucestershire water supply network.
The maximum treated water output from the Mythe WTW is works is 117 Ml/day although the works typically operates at lower outputs between 85 Ml/day and 90 Ml/day. The rate of flow and water level in the River Severn at the Mythe WTW can change significantly following prolonged or heavy rain in the upstream catchment and this can significantly impact upon the quality of the raw water abstracted for treatment. Flooding events where the river breaches the main flow channel present the greatest risk as these significantly increase the risk of faecal material from livestock in fields along the river and its tributaries being washed into the water course. Such events have become more frequent in recent years as a direct consequence of climate change.

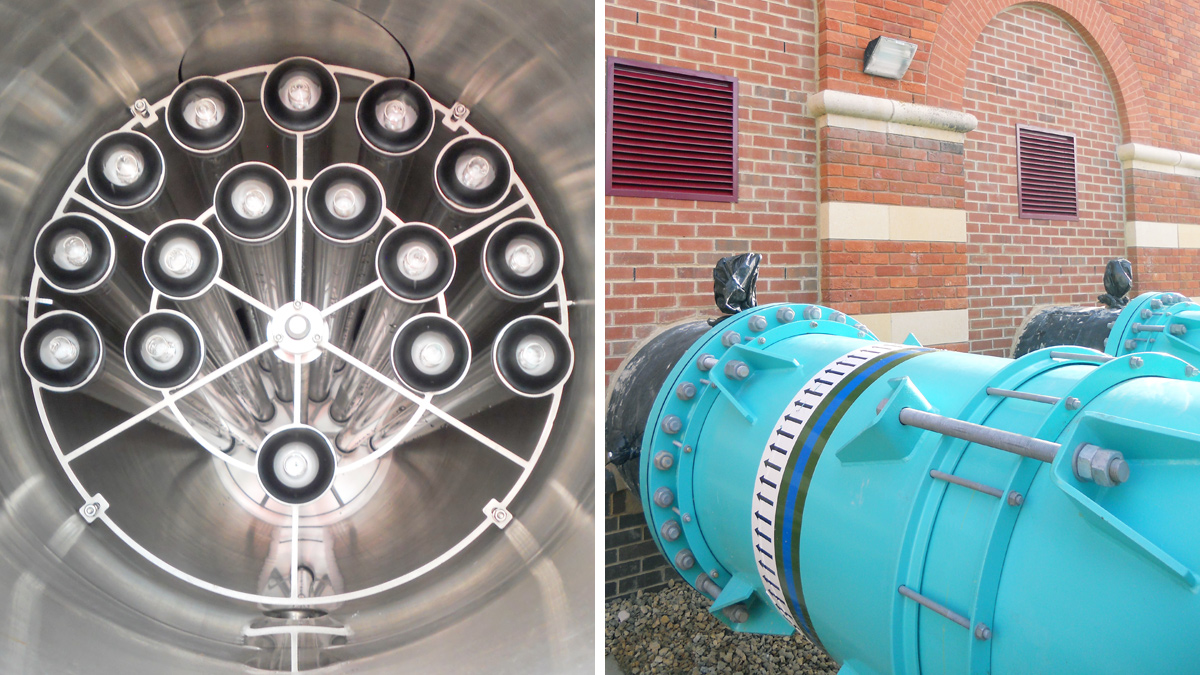
(left) ATG UV reactor unit and (right) DN1000 pipe connection – Courtesy of CiM6
Livestock faeces can contain cryptosporidium, a parasite that can cause that can cause a respiratory and gastrointestinal illness in humans, and which is resistant to the final disinfection processes (chlorination) typically used in water treatment.Un
der normal operating conditions, cryptosporidium is removed by the coagulation, clarification and rapid gravity sand filtration water treatment processes, but when cryptosporidium levels are in the raw water are particularly high there is an increased risk of breakthrough of the parasite at the RGFs. UV Irradiation sterilises the parasite preventing it from reproducing so provides an additional level of protection to the treatment process.
Design solution
The CiM6 design/delivery team were established on site on during the third week of April 2018 and immediately began data collection including site surveys and engaging with all potential UK based suppliers of UV reactors.
The option of installing mobile UV treatment units at various key locations on the distribution network beyond the treatment works was quickly discounted due to the multiple number of different diameter (capacity) pumping mains from the site and the difficulty in ensuring a consistent level of UV treatment on all of the mains.
It was concluded that the most optimal solution would be construct the new UV treatment plant on the water treatment works site in a location upstream of the three on-site pumping stations that supplied the Gloucestershire distribution network.
As initial analysis of water samples indicated that main root cause of the cryptosporidium detections was breakthrough at RGFs, is was decided to install the UV irradiation after RGF treatment and prior to final disinfection.

Mythe WTW – Main car park before UV plant – Courtesy of CiM6
The surveys of the site indicated that the most suitable location for the UV plant was in the main car park area adjacent to the Interstage pump house building where it was possible to make connections to an existing DN1000 low pressure pumping main which carried all flow between the RGFs and the GAC filter building.
This location was also close to an existing plant control room which had sufficient spare capacity to power the UV plant and avoided the need for installing extensive new duct systems for the plant cabling.
The DN1000 filtered water pumping main was located within a gallery inside the building which also had large arched window and door openings offering a means of connecting new pipework to the UV plant without the need to undertake significant structural modifications to the external walls.
The initial plant supply enquiries determined that the normal Severn Trent Water framework supplier for UV reactors was unable to provide the equipment needed within the timeframe set by the client, so it was agreed that ATG would be engaged to supply the UV reactor units.
Phase 1: Procurement
UV Containers: The design philosophy for the new UV plant required that the number of reactors installed should have provide a sufficient level of redundancy so as to allow a for a single UV reactor to be taken off-line for maintenance/repair at the maximum works flow rate of 117 Ml/day.
To facilitate off-site manufacture, delivery and installation it was decided that the UV reactors would be mounted within standard 20’ x 8’ sea containers, with two reactors and their associated local control panels in each container.
The reactor units are 500mm diameter x 3100mm long and each have 16 (No.) UV lamps, (ATG Model UVLX-16800-20-16).
Five reactors of this size were needed to meet the required UV output at maximum works flow so a total of three UV containers were ordered, with delivery of the first scheduled for the last week on June 2018, only eight weeks after the placement of the contract with ATG.

UV Container delivery – Courtesy of CiM6
Pipework: As the only means access into and out of the existing pipework gallery was via the existing door/window openings it was decided that the new pipework between the UV containers and existing DN1000 pumping main would be manufactured from epoxy coated steel rather than ductile iron so as to minimise weight and to facilitate lifting.
This allowed each of the pipe sections to be specifically designed to suit the lifting constraints imposed by the existing cantilever water channel above the pipework gallery and to align exactly with the existing openings in the external wall.
The pipework was designed by the CiM6 team on site in collaboration with the supplier Freeflow Pipe Systems, with the manufacture of individual sections of pipe matched with the one site installation and assembly program.

UV plant pipework assembly – Courtesy of CiM6
The site team also designed galvanised steel support frames for the pipework which were manufactured by a local fabricator Nailsworth Services. This allowed the pipework to the UV reactor containers to be installed without the need for extensive temporary support.
Valves: Procuring the large diameter WRAS approved butterfly valves, 3 (No.) DN1000 and 12 (No.) DN600) needed for the new pipework assembly to match the very short Phase 1 construction programme was one of the greatest challenges faced by the CiM6 delivery team.
The valve supplier R2M Limited eventually came to the rescue sourcing the DN1000 from a manufacturer in Turkey (Ozkan) and the DN600 Double Eccentric Valves from Austria. Custom Checks at the EU border slowed the delivery of the valves from Turkey but fortunately these were delivered to site just in time for installation in the second week of June.

Connecting pipework to UV containers – Courtesy of CiM6
Hydraulics and pump modifications: The DN1000 main onto which the UV plant pipework was to be connected conveys filtered water from the RGFs into a covered water channel 5.5m above the level of the pipework gallery floor level. The original system operated at a pressure of around 0.8 bar.
Hydraulic calculations carried out by Stantec UK indicated that the additional pipework needed to direct the flow through the UV plant would increase the head losses on the pipework between the interstage pumps and channel by approximately 40% and thus the pumps required modifications to ensure that the maximum works flow could still be delivered to GAC filters once the UV plant was installed. The issue was rectified by changing the invertors on the pumps allowing these to be operated at higher speeds.
Phase 1: UV plant construction
A considerable amount of enabling work was required to ensure that the site team would be ready for the delivery of the first UV container at the end of June 2019, including the removal of existing security doors and windows to provide access, lifting of the existing GMS flooring in the pipework gallery and construction of a foundation slab for the new UV plant pipework. Most of the construction work at this stage of the project was undertaken by the sub-contractor Drapers Civil Engineering Ltd.
Daily collaborative planning sessions were held on site between the design and construction teams with priorities adjusted as required to ensure that pipework manufacture and installation works could continue to program.

New valve access platform in pipe gallery – Courtesy of CiM6
One of the key activities that had to be completed prior to the UV plant being delivered was the installation of the new pipe tees and valves at the connection points to the existing DN1000 pumping main in the pipework gallery which required the main to be isolated for 15 hours. As the pipe conveyed all flow from the RGFs it was initially assumed that this operation could only be completed shutdown of the Mythe WTW.
Construction work on the UV scheme at Mythe coincided with a prolong period of very hot dry weather in May and June 2018 which was putting considerable strain on the water supply network, requiring the Mythe WTW to run continuously at maximum output. With the prolonged high demand, shutting down the works to allow the pipe connection was not an option due to the risks of depleting the local service reservoirs and thus an alternative solution had to be found.
Investigations by the CiM6 site design team identified that there was a bypass route for the section of pumping main where the connection to the UV plant was to be made, but this had not been used for many years and was thus a ‘dead-leg’ and potentially contaminated. The CiM6 team arranged for hot tapings to be welded to the bypass pipeline allowing this to be flushed through and disinfected. These enabling works allowed the bypass to be operated whilst the pipe connections to the UV plant were made, thus avoiding the need for a full shut down of the water treatment plant and allowing a longer window for the installation of the new connection pipework.

UV plant pipework manifold – Courtesy of CiM6
Careful preparation and planning in advance of the installation of the new DN1000 pipe tees and valves allowed this activity to be completed without incident 2 hours ahead program.
The first UV reactor container was delivered to site on 28 June with the other two units following on the 6 July and 12 July. Installation of the UV plant manifold pipework and associated supporting steelwork proceeded in tandem with the container deliveries and was completed by 18 July.
In the final two weeks of July the new pipework and was pressure tested and then disinfected. The power supply was also connected to the UV reactors to allow final testing of system. As the container housing the master control panel was still being manufactured and the permanent MAG-Flow meters and valve actuators were not yet available, the control valves had to be initially set up manually using temporary strap-on flow meters to confirm that the water was being equally distributed across all six of the UV reactors.
The initial testing of the UV reactors was completed on 31 July 2018 allowing the plant to be brought into use in full power (‘dumb’ mode) only 15 weeks after initial promotion.
Phase 2: UV plant optimisation and completion works
Many of the components required to allow the UV plant to operate in fully automatic mode could not be procured in time for summer operation of the plant. In particular, the long lead times for manufacture of the plant control and monitoring panels and the development of control software meant that these would not be available late 2018.
The valve actuators and 6 (No.) permanent MAG-flow meters (needed to ensure that flow was evenly distributed across the 6 (No.) UV reactors for all possible works output scenarios) were fitted during August but could not be commissioned until after the fourth container housing the main control panel was delivered to site in November. The electrical installation works during the second phase of the UV treatment plant were undertaken by Lloyd Morris Electrical Ltd.

Pipework access platforms – Courtesy of CiM6
Other elements of work undertaken after the initial ‘dumb’ commissioning of the plant included the erection of permanent access platforms around the UV reactor containers and in the pipework gallery and reinstatement of the former door and window openings in the west elevation of the existing building following the pipework installation. The compact design of the new UV treatment plant allowed two thirds of the original parking area to be retained upon project completion, with bollard barriers erected to protect the plant against impact from with vehicles.
(left) UV lamp assembly in ATG reactor unit and (right) reinstated window openings – Courtesy of CiM6
Final testing and handover
Final testing was carried out during December 2018 and early January 2019 with the UV treatment plant available to operate in fully automatic mode from mid-January onwards. Good collaboration between all parties involved allowed the scheme to be delivered to both the tight initial timescale original set by Severn Trent Water and for an outturn cost below the £3m original estimate.