
Newham STW (Threemilestone Project) 2020
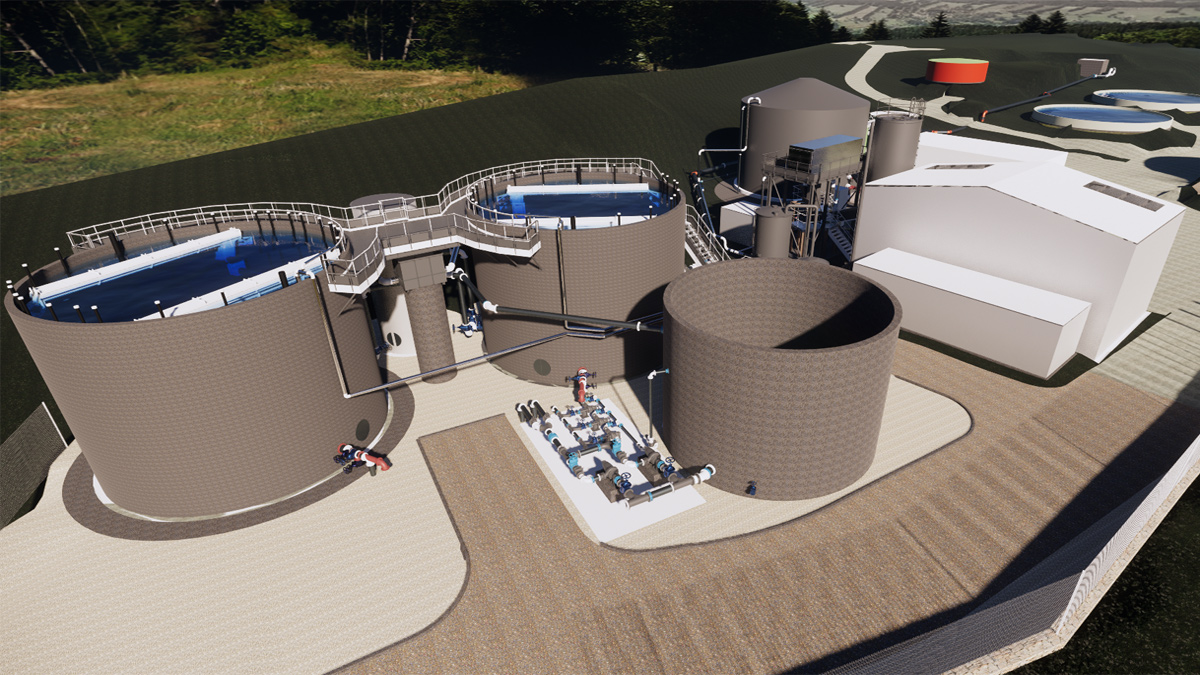
Revit 3D image of the two Nereda™ reactors and buffer tank - Courtesy of Pell Frischmann
Newham Sewage Treatment Works is located on the outskirts of Truro, Cornwall. The site treats wastewater from the city and the surrounding areas which are experiencing a rapid population growth. A £6.8m project was sanctioned by South West Water in May 2018 to provide a new secondary process stream, utilising the novel Nereda granular activated sludge technology, to accommodate the growth. A new sludge treatment plant was also installed to double the sludge handling capacity of the works.
Project drivers
The overriding project objective is to upgrade Newham STW to provide a 33% increase in biological process capacity. Catchment population growth is predicted as follows:
| Year | Residents | Tourists (as PE) | Trade PE | Total PE |
| 2016 | 29,129 | 4,165 (2,777) | 764 | 32,370 |
| 2031 | 38,1641 | 7,743 (5,162) | 879 | 44,205 |
| 1 The highest proportion of this growth will be in the Threemilestone area with expected population growth of over 7,500. | ||||
The project will deliver compliance with the discharge permit at 2031 for a permitted dry weather flow (DWF) of 7020m3/d, flow to full treatment (FFT) of 238 l/s and sanitary permit 20:30:20:15 mg/l biochemical oxygen demand/suspended solids/ammonia/total nitrogen (BOD5/SS/Amm/Total N).
In addition, the project will double the existing sludge treatment capacity and improve dewatered sludge quality. The high-quality system will ensure that sludge cake will be classified as ‘enhanced’ for disposal to landbank agricultural use without restriction.

Newham STW under construction – Courtesy of Balfour Beatty Utility Solutions Ltd
Business case
Originally a fourth activated sludge plant (ASP) treatment stream was proposed to address the population growth. Following an extensive optioneering stage, during which different process technologies were considered, a Nereda granular sludge system from Royal HaskoningDHV was selected.
South West Water desired a step-change in approach in accordance with its vision to modernise wastewater treatment processes and upskill the operational workforce. Hence the new treatment process, Nereda, was sanctioned. Whilst the novel treatment process had a higher capital cost than traditional treatment and a higher risk delivery strategy due to the introduction of new technology, it would provide the following benefits:
- Operating and maintenance savings resulting in total life cost savings.
- Futureproof the site for further development due to the small footprint.
- Mitigate the requirement for future use of chemicals.
- The new plant performance data could be used to inform future delivery strategies.
Project partners
The project was delivered by South West Water’s H5O Delivery Alliance. Pell Frischmann contracted Royal HaskoningDHV as the specialist process designer and owner of the Nereda Treatment Intellectual Property. The key project participants were:
- Principal contractor: Balfour Beatty Utility Solutions Ltd
- Principal designer: Pell Frischmann Consultants Ltd
- Specialist process (Nereda) designer: Royal HaskoningDHV
- MEICA installation: Galliford Try
- Reactor internals and aeration package: Eliquo Hydrok Ltd
- In situ reinforced concrete circular tanks & epoxy coated steel tanks: Balmoral Industrial Tanks Ltd
- Structural steelwork, cladding & access/ancillary metalwork: Minear Engineering Ltd
- Odour control: Air Water Treatments Ltd
- Sludge thickening centrifuge: Euroby Ltd
- Sludge transfer conveyor system: Coveya Ltd
- Twin screw mixer and lime silo: SAVECO Environmental Ltd
- Flow control: AFFCO Flow Control (UK) Ltd
Under an alliancing framework since 2010, the H5O partners were a highly integrated team having worked on similar projects for many years. Combined with a well-established local supply chain, the depth of experience and working relationship was a recipe for project success.

Revit 3D image of the sludge barn, lime silo and un-thickened sludge tank – Courtesy of Pell Frischmann
New process stream
To provide the additional treatment capacity, a completely new secondary Nereda treatment process stream was required to supplement the existing three ASP treatment streams. The new plant will treat 25% of settled sewage flow and included:
- 2 (No.) 700m3 and 8m high Nereda reactors.
- 1 (No.) 260m3 influent buffer tank.
- 1 (No.) 35m3 sludge buffer tank.
- 2 (No.) feed pumps (duty/standby).
- 3 (No.) de-sludge pumps (duty/assist/standby).
Newham STW is the first South West Water site to adopt the Nereda treatment process technology. The process utilises a natural way of treating wastewater in that the biomass develops a fast settling aerobic granular sludge, that optimises biological treatment and settlement. Excellent treatment results can therefore be attained.
The process reduced operating costs through a predictive ‘smart’ control system and a reduction in pumping requirements. The full treatment process was contained within one reactor structure. This negated the requirement for additional structures such as settlement tanks and resulted in a significantly smaller overall footprint than a conventional ASP treatment stream.
Sludge treatment process
The existing sludge treatment process produced sludge of poor, inconsistent quality, mainly due to the closed pumping system. The poor-quality sludge cake could not always be directly disposed to land and was stored on land-stores or in barns.

Photo of construction of the sludge barn – Courtesy of Pell Frischmann
The sludge treatment upgrade was designed to increase the existing capacity from 40m3/h to 80m3/h, while significantly improving the quality of the final product to ensure 100% compliance with the latest Biosolids Assurance Scheme requirements. The sludge will be post-limed and transported by conveyors to 4 roll on-roll off (RO-RO) skips located inside the sludge barn, protecting the sludge from adverse weather conditions. The proposed system is currently used at several different SWW sites where it consistently delivers a high-quality sludge cake.
The new sludge treatment process included:
- 850m3, 9m high un-thickened sludge tank.
- 1 (No.) new centrifuge.
- 16m x 9.5m x 8.5m high sludge barn.
- Sludge conveyor system.
- New quicklime sludge treatment plan.
- Odour control for the centrifuge and un-thickened sludge tank.
Design
Lessons learnt: Invaluable lessons were learnt from external designers and contractors on the Nereda treatment process technology, including; buildability, access and commissioning requirements.
Lessons were also learnt from recent similar sludge treatment schemes designed and built for SWW from all parties involved. Kier was also delivering two similar projects for SWW at the same time and so significant liaison between the two project teams enabled a high level of standardisation.
Culture: Close working, trust and mutual respect was established with Royal HaskoningDHV from commencement of the project as its input was critical to success.
BIM best practice: Whilst not mandated as a BIM Level 2 project, BIM best practice and a 3D Revit model, acting as a central design tool, was adopted for the delivery. Key benefits of the 3D Revit model included:
- Effective collaboration with the numerous suppliers and subcontractors to ensure that all interfaces were managed within the constrained footprint.
- Similar modelling approaches by an increasing number of the suppliers enabled a far greater degree of off-site build than would have been possible only a few years ago.
- Construction sequencing was managed to accelerate the programme.
- Potential issues and impacts of supplier changes were identified and resolved immediately, particularly in terms of clash detection.
- Improved visualisation enabled an optimal layout for access and maintenance, with better use of restricted areas, particularly around the lime dosing and sludge cake conveying system.
- Effective maintenance and operability reviews were undertaken with the end users.
- The plant was built right first time, with minimal site issues and was constructed as per the model.

Comparison of 3D Revit image with the constructed plant – Courtesy of Pell Frischmann
Construction – Enabling works
The initial funding was sanctioned in October 2017 to undertake programme-critical ground enabling works, including bank stabilisation, ground levelling, ground remediation and contaminated waste disposal.
Following a cut and fill exercise to level the site, surplus material (including an existing stockpile on site) was utilised as a surcharge for 8 months to enhance bearing capacity for the lightly loaded slabs for blowers, kiosks and the road. The bedrock level varied considerably across the site, being encountered at ground level to the north and up to 15m below ground level to the south. Structures were therefore supported on a mixture of ground bearing slabs, trench fill strip foundations and piles. The potential for differential settlement was mitigated following careful consideration of the various structures and improved buildability requirements were incorporated through close liaison with the contractor.
Excavated arisings were deemed suitable for reuse on another SWW site. Following testing and obtaining a license under the Contaminated Land: Applications in Real Environments (CLAIRE) protocol, circa 120 tonnes of high clay content material unsuitable for this project were transferred for dam construction in the Truro area.
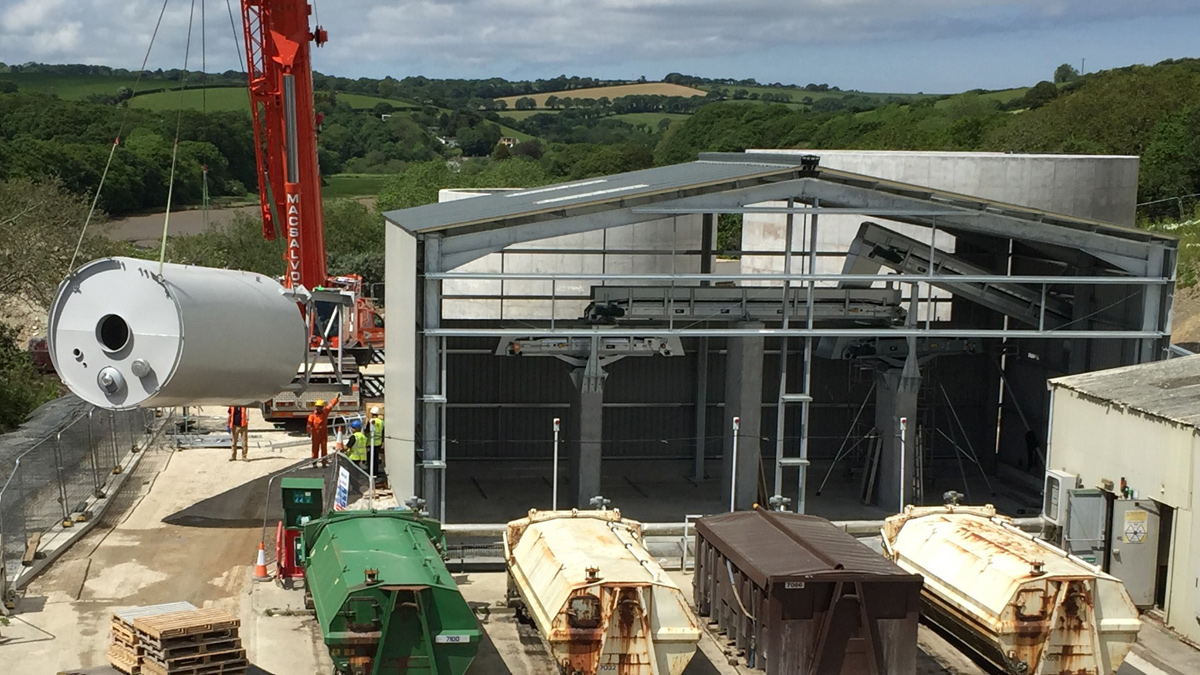
Photo of the lime silo being delivered to site – Courtesy of Balfour Beatty Utility Solutions Ltd
Construction – Main works
The main construction work commenced in August 2018. The principal contractor, Balfour Beatty Utility Solutions Ltd, undertook the construction:
- 1 (No.) 9m diameter x 7.5m high RC buffer tank.
- 2 (No.) 11m diameter x 8m high RC reactor tanks.
- 1 (No.) sludge buffer tank (efusion epoxy coated steel).
- 1 (No.) un-thickened sludge tank (efusion epoxy coated steel).
- Odour control plant.
- New sludge centre process, including lime silo, centrifuge, conveyors and a sludge barn.
- Numerous pipeline installations.
- Miscellaneous slabs, plinths and chambers.
Based on cost and programme savings, circular RC tank construction was selected for the two Nereda reactors and buffer tank. The water depth was maximised to provide an efficient design.
All construction work was undertaken within a congested, busy operational site. Central to co-ordinating this was an approachable construction manager focused on safe working and finding the correct solutions to complications; this encouraged the direct resource and supply chain to proactively raise any concerns and thoughts/processes for safer working. The construction manager ensured that the site compound was clearly identified, with segregation and signposting between operational and working areas, including numerous safety notices and posters, all of which helped to foster a thriving safety culture. No serious accidents occurred during the delivery of the project:
- 376 days without a reportable accident.
- 208 site inductions.
- 59 toolbox talks.
Commissioning
Commissioning was considered from day 1 of the project. Royal HaskoningDHV issued a ‘start-up’ procedure in 2018 and a detailed commissioning plan was developed from a very early stage. A ‘hand over quality plan’ was developed with all stakeholders to ensure a smooth transition to the end user.

Photo of a reactor during wet commissioning – Courtesy of Pell Frischmann
The original concept to construct the new sludge treatment plant on the existing plant footprint was challenged following an early commissioning review. Detailed analysis of the space available, costs and associated risks resulted in the new plant being relocated, thus mitigating the requirement for temporary sludge treatment and minimising temporary pumping requirements. This required both plants to be operational in tandem, however the new plant could be commissioned prior to removing the outdated plant, hence minimising disruption and securing significant cost savings.
A recirculation system was devised to return flows back to the existing works, incorporating temporary use of the un-thickened sludge as a balance tank, to ensure no process compliance risk while the biomass developed.
In order to ensure a smooth transition in handing over of the plant, Operations had significant involvement during commissioning, thus ensuring that they had an extended period of ‘on the job’ training. A WhatsApp group was also set up with all key parties, including remote support from Royal HaskoningDHV, to expedite resolution of commissioning issues.
Wet commissioning of the new Nereda plant commenced on 17 February 2020 and the plant was on track to be operational by the start of June 2020, ahead of programme. However, following the Covid-19 outbreak, commissioning was put on hold for six weeks. The reactors were put into a holding recipe (intermittent aeration) and the contract with Royal HaskoningDHV was suspended. Commissioning safely recommenced on 24 May and the plant is due to be operational in early August 2020.

Final preparations for hand over – Courtesy of Pell Frischmann
Sustainable solution
Sustainability was at the core of the decision-making processes, namely:
- The Nereda process eliminated significant pumping requirements and the smart control resulted in further efficiencies and substantially reduced power consumption.
- Due to its compact footprint, the Nereda process ensured that no additional land purchase was required in the sensitive estuary area and this solution has enabled future expansion within the existing site footprint.
- Though further optimisation of the process it is hoped the existing treatment works reliance on methanol dosing for denitrification can be reduced or potentially eliminated entirely.
- The Nereda process mitigated future use of chemicals.
- The new sludge treatment process minimised operator intervention and ensured that the sludge cake could be used for agriculture.
- Remote communications ensured that live performance data could be viewed securely by dedicated specialists around the world.
- The project safeguarded a pollution free environment for the long-term future.
Conclusion
An affordable and sustainable solution was delivered safely and on programme. The client vision and innovative treatment strategy will result in long term benefits as the high-quality solution and novel technologies are likely to outperform expectations.