

Longbridge STW (2025)

Render showing the new assets at Longbridge STW - Courtesy of Mott MacDonald Bentley
Longbridge STW, a key facility serving Warwick, Leamington Spa, and surrounding communities, is undergoing a significant, £56m transformation under the AMP7 programme. This ambitious expansion will nearly double the plant’s sewage treatment capacity from 734 litres per second to 1,261 litres per second, thus ensuring resilience and sustainability for a rapidly growing population. The upgraded facility will extend its catchment area to the south-west of Warwick incorporating new residential zones and a commercial trader in Lighthorne Heath, a newly constructed incoming sewer that will convey sludge from Campion Hills Water Treatment Works, as well as have to manage stormwater from multiple combined sewer overflows (CSOs), enhancing the system’s efficiency and environmental performance.
Background
By 2038, the population served by Longbridge STW is projected to rise from 156,250 to 186,413 population equivalent (PE). In response, discharge consents will be tightened to meet stricter environmental standards:
| Existing consent | New consent | ||
| Ammonia | 5 mg/l | Ammonia | 4 mg/l |
| BOD | 20 mg/l | BOD | 13 mg/l |
| Phosphorus | 1 mg/l | Phosphorus | 0.2 mg/l |
Currently operating as a traditional filter works, the plant includes storm flows management, inlet, and primary treatment stages, followed by two secondary biological filter phases and tertiary sand filtration, as well as traditional sedimentation processes. The expansion will modernise this infrastructure to meet future regulatory and operational challenges.
Project delivery
The project is being delivered through a strategic partnership between Severn Trent, acting as the client, and Mott MacDonald Bentley, serving as both principal designer and principal contractor – demonstrating a collaborative commitment to innovation, environmental stewardship, and community service.

Google Maps view of the existing Longbridge STW – Courtesy of MMB
Project scope
This project involves a comprehensive upgrade of wastewater treatment infrastructure to meet stringent regulatory requirements and enhance operational efficiency.
The scope includes:
- A new inlet pumping station and inlet works.
- An additional primary settlement tank (PST).
- An activated sludge process pumping station (ASP PS).
- A new side-streamed activated sludge plant (ASP).
- Four final settlement tanks (FSTs).
- A ballasted coagulation tertiary solids removal plant (TSR) with its associated pumping station and process.
- A return activated sludge/surplus activated sludge (RAS/SAS) pumping station.
- Ferric dosing system.
- Sludge thickening plant that includes:
- Gravity belt thickeners (GBTs).
- Polymer dosing units.
- A return liquors pumping station.
- Thickened SAS tanks.
- Several other upgrades associated with achieving the new constraints.
ECI & optioneering
Mott MacDonald Bentley (MMB) was engaged early in the project through several Early Contractor Involvement (ECI) contracts, which enabled a collaborative and improved approach to optioneering and outline design. During ECI 1, the team developed conceptual sketches for various treatment configurations and provided indicative cost estimates. This process allowed stakeholders to evaluate multiple options and select the most cost-effective and technically viable solution.
The optioneering phase focused on balancing performance, constructability, and whole-life cost. Technologies and layouts were assessed not only for their treatment efficiency but also for carbon footprints, Operational constraints, ease of installation, future maintenance, and integration with existing assets. The selected solution was then progressed under the ECI 2 contract, which involved developing the outline design, defining the scope of works, and establishing a target price. This early contractor involvement was instrumental in aligning design intent with delivery strategy, enabling the detailed design phase to commence while the Design & Build contract was being finalised.
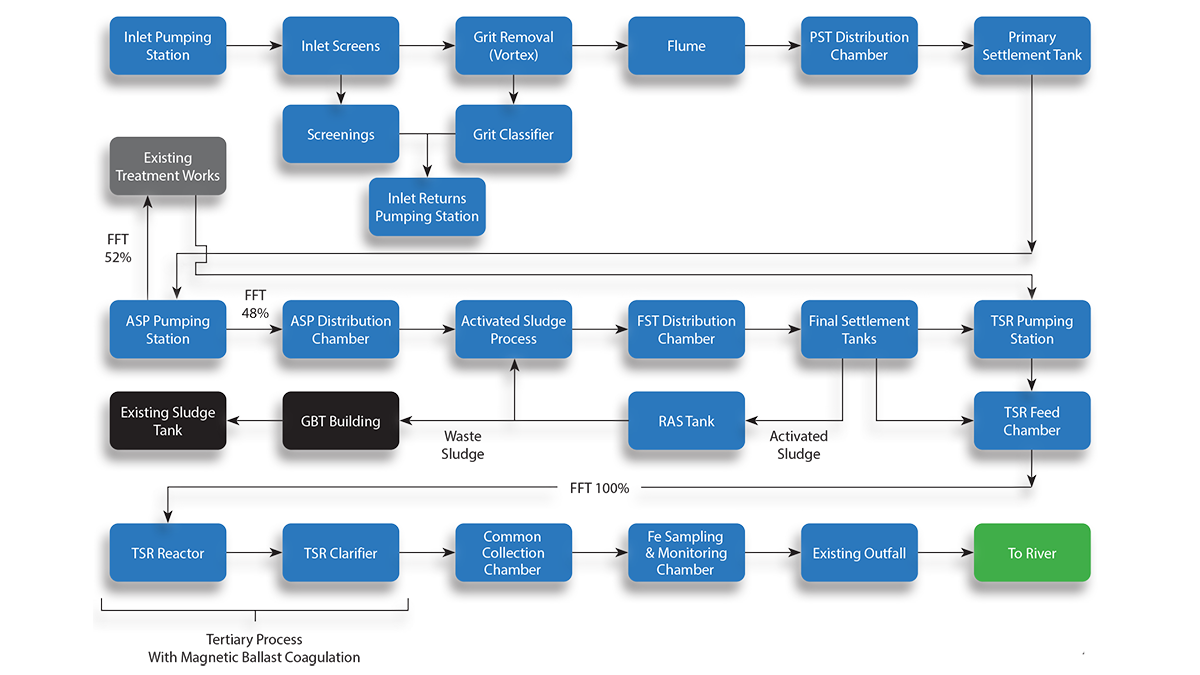
Longbridge STW process flow diagram – Courtesy of Mott MacDonald Bentley
Digital engineering
Digital engineering tools, including 3D modelling and clash detection, 4D modelling, Virtual Reality setups and Spatial AI Technology were used throughout the project to improve coordination and reduce construction risk. Modular construction methods were also employed where feasible to accelerate delivery and enhance safety.
The project integrates robust and sustainable technologies, underpinned by early collaboration and strategic design development. By adopting the collaborative and digitally enabled approach outlined above, the project team was able to commence detailed design significantly earlier than traditional delivery models would allow. This early start unlocked critical programme efficiencies, which are especially valuable given the tight deadlines facing the project.
In addition to schedule gains, the approach also delivered notable commercial efficiencies for the client through early cost certainty and reduced design rework. The optioneering and early engagement phases enabled the team to challenge initial assumptions and improve the originally envisaged carbon footprint of the scheme, aligning with broader sustainability goals.
Furthermore, the project is progressing strongly on its Biodiversity Net Gain (BNG) commitments, with proposals demonstrate a proactive approach to environmental enhancement.

Chemical dosing system from another site – Courtesy of Colloide Ltd
Preliminary & primary treatment
Flow interception & distribution: All incoming flows to the existing inlet works are first intercepted at a newly constructed interception chamber. From this point, up to 1,261 litres per second (l/s) of flow to full treatment (FFT) will be directed to a new inlet pumping station. Any excess flow, typically stormwater, will be diverted to the existing inlet works, which are being re-purposed to handle storm events.
Inlet pumping station configuration: The new pumping station will operate in a duty/assist/assist/standby wet well arrangement, ensuring redundancy and operational flexibility. It conveys flows to the new inlet works, which will include three fine screens designed to remove ≥80% of solids larger than 6 mm, protecting downstream processes from clogging and wear and a vortex grit separator located downstream of the screens, which efficiently extracts grit and inorganic materials such as sand. This step is crucial for safeguarding mechanical equipment from abrasion and fouling.
Flow splitting & primary settlement: Post-screening and grit removal, the flow enters a splitter chamber that divides it in an 80:20 ratio; 80% of the flow is routed to the four existing primary settlement tanks (PSTs), and 20% will be directed to the newly constructed PST 5.
In the primary treatment stage, gravity-based sedimentation will be employed to remove a substantial portion of the remaining suspended solids. This step significantly reduces the organic and particulate load entering the secondary treatment phase.
Transition to secondary treatment: The clarified effluent from all PSTs will be conveyed to the activated sludge process (ASP) pumping station, marking the transition to the secondary biological treatment phase.

Vortex grit chamber from another site – Courtesy of SPIRAC Ltd
Secondary treatment
The new ASP pumping station will transfer 48% of the total flows from PSTs to the new ASP distribution chamber, while the rest 52% will be lifted via existing Archimedean screw pumping station to the existing secondary treatment works.
The ASP distribution chamber will receive flows from both the ASP pumping station (PS) and the return activated sludge (RAS) PS, distributing it evenly across the four ASP lanes. Each lane will be configured with an anoxic zone followed by aerated zones; enabling efficient biological treatment.
Anoxic zone – denitrification phase: Primary settled sewage will be blended with RAS before entering the anoxic zone. The mixture will be introduced under low turbulence conditions to prevent oxygen ingress, which is essential for maintaining an anoxic (oxygen-depleted) environment.
In this zone, denitrifying bacteria will utilise nitrate (NO3-) as an electron acceptor, converting it into nitrogen gas (N2); a key step in nitrogen removal. Submersible mixers will be used to maintain plug flow and prevent solids accumulation.
Hydraulic separation from the downstream aerobic zone will be achieved using concrete baffles and full-width weirs, effectively preventing oxygen back-mixing.
The hydraulic retention time (HRT) in the anoxic zone will typically range from 1 to 3 hours under average flow conditions.

ASP construction (summer 2025) – Courtesy of Mott MacDonald Bentley
Aerated zone – nitrification & BOD removal: Following the anoxic phase, the flow will enter the aerated zone, where diffuser grids supply oxygen via turbo blowers. In this oxygen-rich environment, ammonia (NH3) will biologically oxidised to nitrate (NO3-) by nitrifying bacteria. Biochemical oxygen demand (BOD) is significantly reduced, enhancing effluent quality.
The aeration process will be dynamically controlled using dissolved oxygen (DO) sensors and ammonia analysers, ensuring optimal oxygen delivery and energy efficiency. For enhanced operational control, the aerated zone is divided into four control sub-zones, allowing for tailored aeration strategies based on real-time process conditions.
Tertiary treatment
Flow consolidation & chemical dosing: Effluent from the final settlement tanks (FSTs) and other existing process units will first be routed to a mixing chamber, where flows will be combined. Prior to entering the tertiary treatment stage, the combined flow will undergo chemical dosing with ferric sulphate. This step facilitates the precipitation of residual phosphorus, a critical requirement for meeting stringent discharge consents.
Tertiary solids removal (TSR) via ballasted coagulation: The chemically dosed effluent will be directed to the TSR plant, which employs CoMag® technology from Xylem Water Solution (Evoqua). This advanced process uses polymer and magnetite to form dense, fast-settling flocs. The magnetite acts as a ballast, significantly increasing the settling velocity of the flocs, thereby enhancing the removal of phosphorus-rich solids with high efficiency.
Magnetite recovery & sludge management: The settled sludge, enriched with phosphorus and magnetite, is conveyed to a magnetic recovery drum. Here permanent magnets will separate the magnetite from the sludge and the recovered magnetite will be recycled back into the process, while the phosphorus-laden sludge is directed to the sludge treatment line.
Final effluent monitoring & discharge: The treated effluent will exit the TSR plant and flow into a final effluent monitoring chamber, where key quality parameters such as suspended solids, phosphorus, and turbidity are continuously monitored against discharge consent limits. Once verified, the final effluent is discharged to the River Avon via a dedicated outfall chamber.

Evoqua CoMag® plant from another site – Courtesy of Xylem Water Solutions
Longbridge STW: Supply chain – key participants
- Client: Severn Trent
- Principal designer & contractor: Mott MacDonald Bentley
- FRC: Bell Formwork & Civil Engineering Services Ltd
- Precast concrete: Naylor Concrete Products Ltd
- Evoqua CoMag® tertiary solids removal: Xylem Water Solutions
- Scraper bridges: Jacopa Ltd
- Inlet screens & grit removal: SPIRAC Ltd
- Electrical installation: Main Electrical Ltd
- ASP aeration: Suprafilt Ltd
- MCC: BGEN Ltd – Part of M Group
- Chemical dosing: Colloide
- Composite steel-reinforced pipes: Aquaspira Ltd
- Flow controls: AFFCO Flow Control (UK) Ltd
Innovations, cost savings & carbon reduction
Smart Engineering: Innovative precast wall segment strategy: At Longbridge STW, there are four 32m diameter FSTs and one 27m diameter PST. Faced with tight timelines and complex site logistics, the design team opted for an innovative precast solution where Hydrotite waterstops are installed between each precast wall segment along the entire vertical joint to achieve watertight integrity throughout the structure.
Early engagement with precast supplier during the design development stage to provide precise pipe penetration details and sealing methods, thus avoiding any last-minute changes. Key Benefits of the precast approach included:
- Cost savings: Reduced material waste and labour costs compared to traditional cast in situ methods.
- Accelerated programme: Faster installation significantly shortens the construction timelines.
- Ease of installation: Modular design signifies on-site assembly and alignment.
- Off-site fabrication: High quality production in controlled environment ensures consistency.
- Reduced site work: Minimised on-site activities and congestion.
- Enhanced safety: Reduces high-risk tasks such as reinforcement cutting and formwork handling.

Example of a precast concrete tank that will be used for the Longbridge PST & FSTs – Courtesy of Naylor Concrete Products Ltd
Innovative grit removal upgrade: As part of MMB’s value engineering initiative, the project team reviewed the grit removal design to identify opportunities for cost and efficiency improvements. In ECI 1, a conventional 8.5m diameter detritor grit chamber was proposed. However, in ECI 2, the team recommended replacing it with a more compact 5m diameter vortex grit unit. This marked a first for Severn Trent, as this particular size of vortex unit had never been implemented before.
The key benefits are:
- Procurement savings exceeded £100,000.
- Civil works and excavation costs significantly reduced.
- Construction timeline shortened, mitigating potential Health & Safety risks.
- Carbon footprint lowered due to reduced concrete and access metalwork.
This shift not only delivered immediate financial and programme benefits but also aligned with Severn Trent’s sustainability goals and set a precedent for future grit system designs. The success of this initiative demonstrates the power of collaborative engineering and bold innovation in driving smarter, greener infrastructure solutions.
Embracing digital innovation in construction delivery: As part of MMB’s commitment to smarter, safer and more efficient project delivery, the team have integrated several advanced technologies into the construction workflow:
- OpenSpace AI enabled real-time progress tracking and improved coordination between design and site teams, reducing rework and enhancing transparency.
- Drone Surveys accelerated site analysis and topographical validation during early design stage. This enhanced safety by minimizing manual survey works in high-risk zones.
- 4D Construction Sequencing enabled proactive clash detection, supports programme optimization by identifying sequencing inefficiency before they impacted site operations.
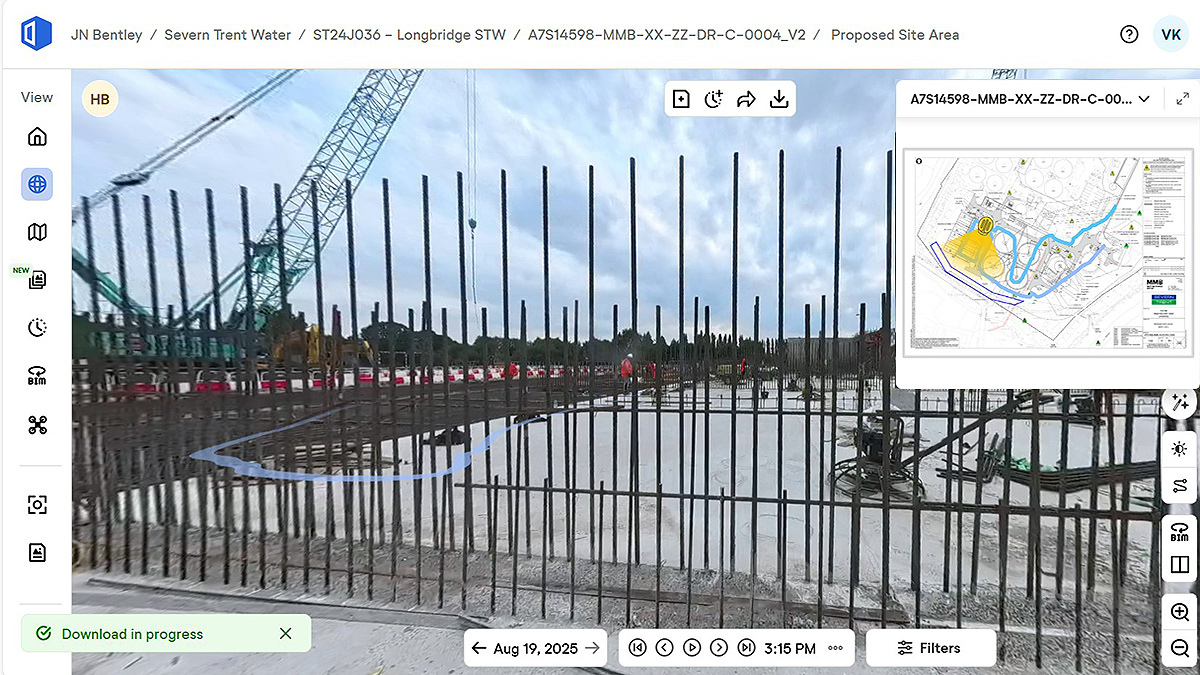
OpenSpace AI walkthrough of ASP base – Courtesy of MMB
These technologies not only modernised the delivery approach but also set a benchmark for future projects. Key benefits included:
- Improved decision making through centralised, visual data.
- Reduced site visits and enhanced remote collaboration.
- Shortened construction timelines.
- A lower carbon footprint through efficient planning and reduced rework.
Procurement led design: Procurement led design is a strategic approach that flips the traditional design-first model by integrating procurement decisions early in the design phase; especially impactful in pipework systems, where material availability, cost, and constructability can dramatically influence outcomes.
Key benefits include early supplier engagement, material driven design decision and cost and constructability optimisation.
Progress (as of September 2025)
Works started on site in Q1 of 2025. At the time of writing (September 2025), the construction works are progressing well, with ASP civil structures under construction and earthworks for other major assets nearing completion. Early engagement with subcontractors has helped maintain programme alignment and mitigate risks.

ASP construction (summer 2025) – Courtesy of Mott MacDonald Bentley
Key successes include the smooth transition from outline to detailed design, enabled by the ECI process, and strong collaboration across all stakeholders. The project remains on track to meet its regulatory deadline, with commissioning scheduled for mid-2027.
Future phases will focus on mechanical and electrical installations, commissioning, and performance optimisation to ensure long-term compliance and operational efficiency.