
Great Dunmow Water Recycling Centre (2018)

EPS Water
Great Dunmow Water Recycling Centre (WRC) is located a few kilometres to the east of Stansted Airport in Essex and serves a population of approximately 10,000 people. Due to ongoing capacity limitations and operational issues in the existing works, Anglian Water elected to construct a new treatment plant on the site to serve the current and future needs of Great Dunmow and its catchment. A wide range of site constraints led to the selection of a novel treatment technology and the use of cutting-edge design and construction practices to achieve the required project outcomes.
Project background
Great Dunmow WRC was originally constructed as a small trickling filter works. It was later converted to a moving bed bio-reactor (MBBR) process in the 1990s to accommodate catchment growth and a reed bed was added to aid compliance. The MBBR stream had posed operational challenges to Anglian Water for many years, primarily due to hydraulic limitations, resulting in a proportion of the influent wastewater being pumped away to an alternative local works for treatment. The site is space constrained, prone to occasional flooding and is largely covered with existing and redundant assets.
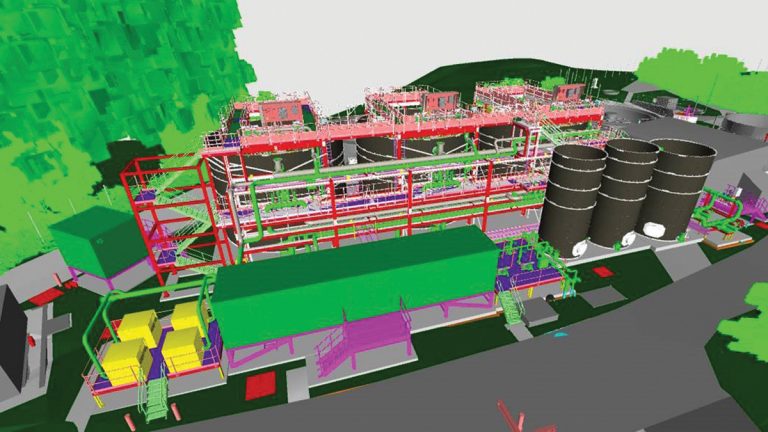
Great Dunmow federated 3D model – Courtesy of @One Alliance
The project need was driven by ongoing catchment growth taking place and new nutrient consents being imposed on the works. In addition, the new EA permit demanded the removal of the pump-away system. It was therefore agreed that a complete new process stream was needed and the @One Alliance was appointed to design and deliver an appropriate solution.
An optioneering exercise process determined that a conventional activated sludge solution with tertiary treatment could achieve the required discharge consent, but that there was insufficient space on site to construct this type of solution and also maintain the existing treatment capacity. In addition, Anglian Water was looking to reduce its operational energy consumption. On consideration of alternatives, Nereda® was found to offer the best overall solution, achieving the required outcome on the limited available footprint and at a similar capital cost to a conventional system.
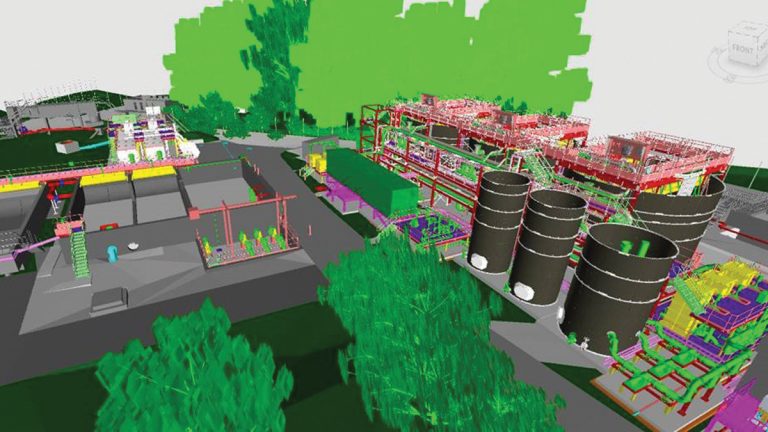
Great Dunmow federated 3D model – Courtesy of @One Alliance
Nereda® explained
Nereda® is an aerobic granular sludge process, originally developed at the University of Delft in Holland and now owned and licensed by Royal HaskoningDHV. The technology is well proven with more than fifty projects worldwide and achieves high standards of nutrient removal on a significantly smaller footprint than conventional processes, whilst also delivering operational cost benefits including energy and chemical savings.
In the usual treatment process, flocs of sludge are suspended in the water. It takes time for these flocs to settle in the treated wastewater, and a specific secondary settlement stage is needed.
What makes the Nereda® process so special is the aerobic granular biomass. Owing to their composition, the granules have an aerobic outer shell which is rich in oxygen and a anoxic/anaerobic core that is low in oxygen. This means that different treatment conditions can be found within a single granule. In a normal treatment plant, the high-oxygen and low-oxygen processes take place in different parts of the overall process. Nereda® granules however, can nitrify and de-nitrify simultaneously, as well as removing phosphorus from the wastewater.
Nereda® granules settle much faster, and can do so in the same tank in which the treatment process takes place, eliminating the need for clarifiers.
The technology was first discovered by the Delft University of Technology in the Netherlands and developed in a unique public/private partnership between the University, the Dutch Foundation for Applied Water Research (STOWA), the Dutch Water Boards and Royal HaskoningDHV. After 20 years of research and development this innovative biological solution is now proving itself to be a leap forward in wastewater treatment technology.

Packaged inlet works with integrated platforms – Courtesy of EPS
Project scope
The new works was designed to enable Great Dunmow WRC to meet statutory discharge consents including a reduced BOD consent of 10mg/l, a reduced ammonia consent of 3 mg/l and a new total P consent of 2 mg/l, along with an increased influent peak flow of 161 litre/sec and an FFT of 57 litre/sec excluding returns. This design is intended to provide the plant with a future growth design horizon of at least 2031.
In the final solution, the majority of the old MBBR works was replaced. The assets retained included the main inlet pumping station, the old stormwater holding tanks, the thickened sludge holding tank, and the final effluent sampling chamber, flume and outfall. In addition, the old blower house was re-purposed to house the new sludge thickening plant.
A tapping on the feed to the old inlet works now diverts flow to a large twin-stream packaged inlet works structure. This comprises of 2 (No) Huber Technology RO9 combined screening, grit removal and FOG removal units, sized for duty/standby operation. Access and pipework for the inlet works has been delivered in pre-assembled integrated steel structures which integrated seamlessly around the Huber units.

Huber packaged inlet works unit – Courtesy of EPS
Flow from the new inlet works passes to the Nereda® influent buffer tank. An overflow from the buffer feeds two new stormwater holding tanks and the two original storm tanks in a daisy-chain arrangement. Stormwater tipping buckets have been installed to clean these tanks following each use. Flygt forward feed pumps transfer the raw wastewater from the buffer tank to the Nereda® reactors and Flygt jet mixing pumps are also provided to maintain adequate mixing within the buffer tank.
The Nereda® reactors comprise of 3 (No.) glass-coated steel tanks of 570m3 volume each, containing diffusers and other internal equipment to suit the RHDHV design. The Nereda® process is controlled by an Aquasuite® controller which interfaces with the PLC within the new main motor control centre. Air to the process is supplied by 4 (No.) process blowers from Aerzen Machines are mounted onto a pre-assembled elevated skid, and tertiary solids removal is achieved using 3 (No.) Fuzzy FilterTM compressible fibrous media up-flow filter units supplied by Bosman Watermanagement.
Sludge is collected in two steel buffer tanks and is transferred using a pre-assembled elevated skid with Borger rotary lobe type sludge pumps. A new Huber S-Disc thickener unit has been installed into the old blower house, along with polymer dosing equipment and other ancillaries.
Additional upgrades have been carried out to the treated effluent outfall, the washwater pumping station and the site-wide washwater network.

Tertiary treatment skid being craned into position – Courtesy of EPS
Applying proven experience
As a licensee of Nereda® technology, EPS Water Group has been able to bring almost five years of delivery experience with Royal HaskoningDHV on this innovative process to the @One Alliance team. This experience includes use of modern digital design systems and off-site modular construction techniques, as well as operational experience from three live plants that EPS operates on behalf of Irish Water. Details of the Clonakilty, Carrigtwohill and Cork projects are featured in UK Water Projects 2017.
Through their experience, EPS has achieved a number of global milestones in the delivery of Nereda® technology, such as the first below-ground plant, the first global licensee to provide their own seed sludge and consistently setting new benchmarks in accelerating project delivery. EPS is offering the market added value and reduced risk in the delivery of Nereda® solutions through a range of initiatives and enhancements, including:
- Strengthening the focus on constructability and safety in delivery.
- Accelerating installation using proven modular off-site manufacturing techniques.
- Applying factory quality systems with full QA and testing prior to delivery.
- Taking a holistic approach to better integrate the process with upstream/downstream assets.
- Offering variable options on delivery scope and reactor shape and configuration.
- Devising a range of commercial models to suit varying customer delivery strategies and risk appetites.
With EPS being an existing key framework supplier to the @One Alliance, collaborative joint working arrangements were already in place. In addition, Anglian had previously established containerised Nereda® pilot plant trials at their Newmarket WRC in conjunction with EPS and Royal HaskoningDHV. The trials were testing treatment performance and verifying the anticipated operational efficiencies under varying plant conditions, giving reassurance and minimising the risk perception around introducing this innovative technology to their asset portfolio.

Tertiary treatment skid pre-assembled off-site – Courtesy of EPS
Challenges and constraints
The Great Dunmow project presented several major challenges in the design and delivery of the Nereda® solution as follows:
- The space constraints on site not only contributed to the selection of the Nereda® process, but also severely limited the availability of laydown areas, materials storage compounds and crane pads.
- The flood risk designation on site led to a requirement of all key equipment to be elevated approximately 1.2m above ground level, and for equipment below this level to be suitably designated for immersed duty.
- The project programme was extremely constrained, with a compliance date for the new discharge consent in June 2018 and a further tightening of the consent in March 2019.
- Ground conditions were unsuitable due to a combination of poor ground and redundant buried assets.
- Anglian Water was seeking a low-carbon solution, with embodied carbon a major factor in design decision making.
Together, these factors required a different way of thinking in the design and development of the new works. Minimisation of ground loadings, reduction of footprint, acceleration of delivery, pre-assembly of equipment and selection of low-carbon materials all became important considerations.
To address this challenge, Anglian Water selected the use of circular glass-coated steel tanks for the reactors and sludge buffers. This limited ground loadings and reduced whole life embodied carbon versus a concrete tank solution. And to manage flood risks, the majority of assets were assembled onto elevated skids. EPS designed fabricated mechanical assets and pipe racks off site at its Design & Manufacturing Centre of Excellence, where elements were assembled, tested and then divided into transportable pre-slung sections for delivery to site on pre-arranged dates.
This approach accelerated the overall programme whilst allowing other contractors to maximise their time on site. It was also key to improving safety, by minimising interaction between contractors and the size of site crews required for tasks, and offered the benefit of the majority of mechanical works taking place indoors working in a quality-controlled and weather-sheltered workshop environment.

Pre-assembled staircase leaving the factory – Courtesy of EPS
Digital design and off-site construction
To supplement the use of an innovative process technology, and as part of their own initiatives around digital and industrialisation, @One Alliance chose to manage this project utilising the advanced design and construction techniques. The use during the design phase, of modern digital design tools, early engagement and collaborative planning sessions enabled EPS and other providers to apply the off-site construction approach required for the project.
These outcomes were achieved by @One Alliance by applying a system of designing focused on manufacture and assembly, using the design resources and engineering expertise of their key subcontractors. By drawing on these capabilities and the supplier’s manufacturing capacity, combined with @One’s industry-leading delivery planning and project management expertise, the Great Dunmow project could be delivered for Anglian Water using a comprehensive off-site service.
The benefits of this approach have been proven in the site installation at Great Dunmow, not least in terms of the programme – with the plant taking live flows in June 2018 after M&E activities only began on site in mid-November 2017. Carbon targets have also been met, and productivity levels on site have been far higher than could otherwise be expected.
Great Dunmow WRC Project Team
- Capital delivery partner: @One Alliance
- Process technology provider: Royal HaskoningDHV
- Main process equipment & provider of Integrated DFMA packages: EPS Water
- Inlet works equipment & sludge thickening plant: Huber Technology Ltd
- Storm tank cleaning equipment: b
- Steel tank: Hayes GFS Ltd
- Pumps: Xylem Water Solutions – Flygt Pumps
- Pumps: Börger Pumps
- Blowers: Aerzen Machines
- Sludge transfer progressive cavity pumps (Dunmow): SEEPEX UK Ltd
- Tertiary treatment technology: Bosman Watermanagement
- Civil subcontractor: RG Carter Civil Engineering
- Mechanical subcontractor: Saviour Engineering
- Mechanical subcontractor: EPS Water
- Electrical subcontractor: Glasswell & Last
- MCC & ICA subcontractor: Max Wright Ltd
- Chamber covers, access platforms/stairs/hand rails, & barriers: Step on Safety Ltd
Collaborative working
The foundations for success on the project were laid through the depth of early supplier engagement that took place in the design process. Early selection of key suppliers/subcontractors and their investment in the design through regular collaboration meetings and bi-weekly online design meetings was a key enabler to achieving the desired outcome.
The @One Alliance used the Autodesk BIM360 Glue platform to federate the multiple 3D Revit models being produced by the various contractors into a common ‘source of the truth’ and then used this federated model as the base point for all design meetings. In turn, this facilitated improved Hazop planning, operator engagement and change control as the project progressed.
As a result, there was early and comprehensive buy-in to the pre-assembled modular delivery approach, allowing the project team to push the boundaries and deliver unforeseen efficiencies in delivery. For example, the tertiary treatment solution was ultimate fully skid-mounted to include Fuzzy FiltersTM, blowers, piping, and valves all being pre-assembled, and factory tested. The 25-tonne skid was put into position in one lift and was ready for final cabling the day after installation on site.

Nereda® treated final effluent flowing to river – Courtesy of EPS
The techniques used in Great Dunmow are becoming more prevalent across the construction industry at present, with the use of laser scanning and 3D clash detection becoming very commonplace. In addition, 4D synchro modelling is being used for construction planning and programming and intelligent P&IDs are increasingly being developed.
Finally, EPS was able to share their commissioning experience and expertise from the prior delivery and operation of Nereda®projects in Ireland, to contribute positively to the planning and implementation of the works start-up. This included assisting with the strategy for seeding the plant with imported Nereda® granular sludge.