
Tideway Central – Vortex Pipes (2021)

Vortex drop pipe installed in Heathwall CSO shaft - Courtesy of FLO JV
The Thames Tideway Tunnel is a major infrastructure project that will intercept the existing London sewerage system, through a 25km-long tunnel and connection tunnels from Acton in West London to Abbey Mills in East London. The tunnel has a finished internal diameter of 7.3m, starting at a depth of 30m below ground until reaching a maximum depth of 70m at Beckton, with the majority of the main tunnel route passing under the River Thames. In total there are 22 vortex drop pipe structures that will intercept existing spills into the Thames and transport the discharged effluent vertically down through CSO drop shafts to the newly constructed tunnels. The stored effluent will travel by gravity to the Beckton STW where it will be pumped back to the surface and treated in the normal manner. Once completed, the project will prevent sewage overflows from almost every time it rains, to just a handful a year during heavy rainfall, and provide the sewerage infrastructure for London’s growing population for the next 150 years (DEFRA, 2015).
Vortex structure overview
The vortex structure is materially comprised of 316L stainless steel sections which is then encased in reinforced concrete. It has been designed to dissipate the energy generated by the combined sewage falling from the relatively shallow interception chambers to the deep tunnels limiting the volume of entrained air at the same time. This helps channel incoming water more efficiently down the vertical drop pipe to the bottom of the CSO drop shafts, which are in turn connected to the 7.3m diameter main tunnel via smaller connection tunnels.
The Central Section of the Thames Tideway Tunnel, being delivered by FLO (a joint venture between Ferrovial Construction and Laing O’Rourke), contains 11 of the 22 vortex drop pipe structures, making it the largest scope to deliver across the three Tideway sections. These range from 2.1m to 3.1m in diameter and up to 49m in overall length. The vortex structure consists of the vortex generator sitting on top of the vortex drop tube. The access walkway is attached to the vortex generator. Typical arrangement of the vortex is shown above.
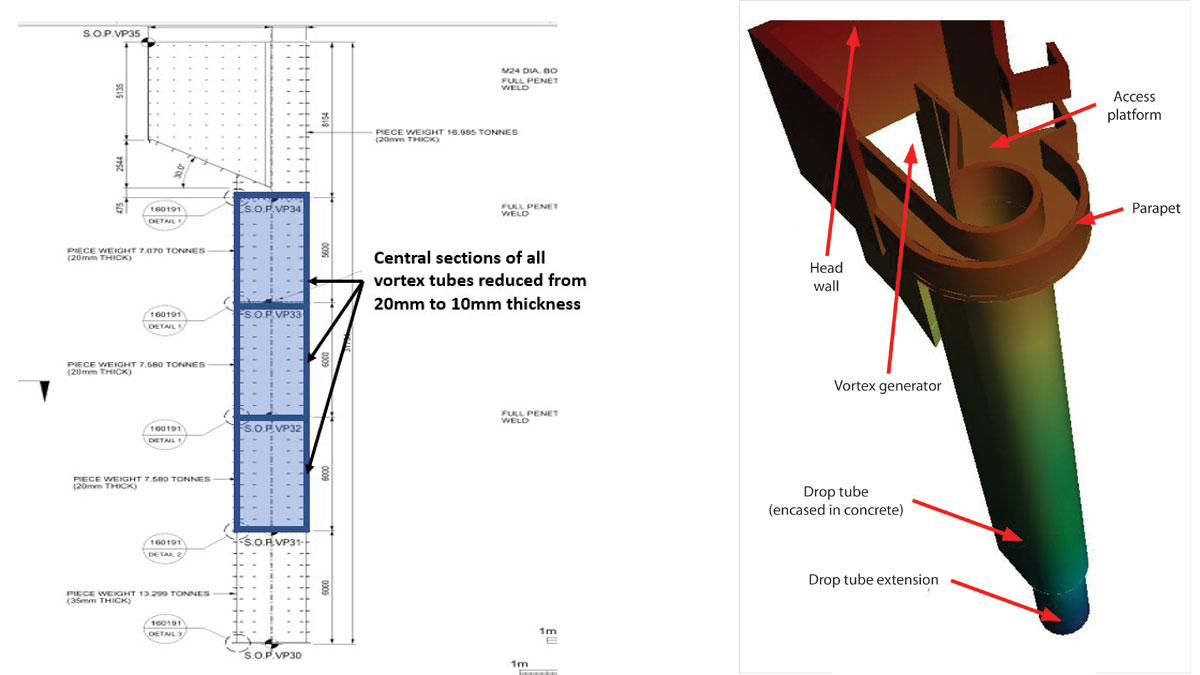
(left) Vortex pipe reduction in sectional thickness and (right) vortex pipe concept design phase – Courtesy of FLO JV
Vortex generator structure
In the upper section, the vortex generator is an RC structure with a special inlet design which will impart an angular momentum (i.e. vortex) into the flow of water entering from the connection culvert to the top of the drop pipe. The internal geometry of the vortex structure is driven by its hydraulic function and requirement to provide a stable depth to flow relationship for flow measurement purposes upstream of the vortex generator.
The drop tube consists of two sections. The section down to within two diameters of the bottom of the tube is encased in reinforced concrete. Below this level, the drop tube extension is not encased in concrete.
Detailed design
During the detailed design phase of the vortex and reinforced concrete surround, three main value engineering opportunities were identified, the sectional thickness of the vortex central sections, the number and distribution of studs connecting the tune and the RC surround and the reinforcement density for the concrete surround.
A technical feasibility study was undertaken to determine if the thickness of the vortex tubes could be reduced. It was established that reducing the central sections of the vortex drop pipe could be reduced from 20mm to 10mm without having any detrimental impacts on the 120-year durability life of the structure and its installation. The reduction in sectional thickness equated to a saving of 150tn of 316L stainless steel, providing significant cost savings and reducing the carbon footprint of the works.
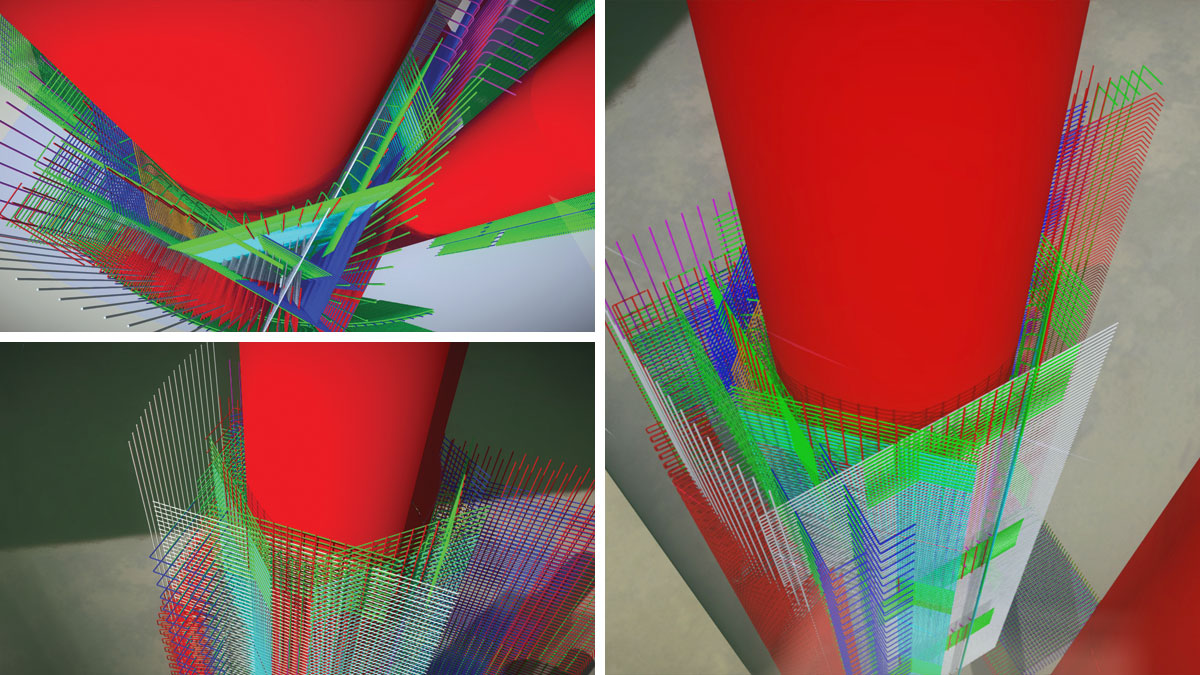
Original vortex reinforcement surround – Courtesy of FLO JV
As a result of the reduction in section thickness, concerns were raised in relation to the transportation and lifting operations of the 10mm thick sections. A temporary works assessment was undertaken to ensure that there would not be excessive deformations in the segments while the lifting operations were being undertaken.
An FE analysis was run which determined that the deflection would not exceed 2.5mm which was within the constraints set by the permanent works designer.
Another element identified for optimisation was the density of the reinforcement in the concrete encasing the steel vortex segments. A digital engineering exercise was undertaken to visually represent the design intent of the reinforcement which is shown below. It was then established through constructability reviews with various team members that the density and layout of the reinforcement could not be practically pre-fabricated or easily installed in situ and as such a reassessment of the design was undertaken.
As the weight of the central sections of the vortex tube had been significant reduced, the centre of gravity of the combined steel segments and concrete surround was closer to the lining of the drop shaft. This resulted in a reduction in the horizontal and vertical reinforcement required to transfer the loads back to the secondary lining and such the horizontal reinforcement was optimised to be at 3m spacings compared with the 300mm spacing in the initial design intent. This design optimisation enabled a constructible reinforcement installation solution that was acceptable to the project delivery teams requirements and has been successfully delivered on site.
Thames Tideway Tunnel – Central Section: Vortex Pipes: Supply chain – key participants
- Main contractor & designer: FLO JV
- Main sub-consultant (permanent works): AECOM
- Sub-consultant (temporary works): Robert West
- Sub-consultant (temporary works): Laing O’Rourke – ETW
- Fabrication sub-contractor: Power Systems Services
- Installation team: FLO JV self-delivery
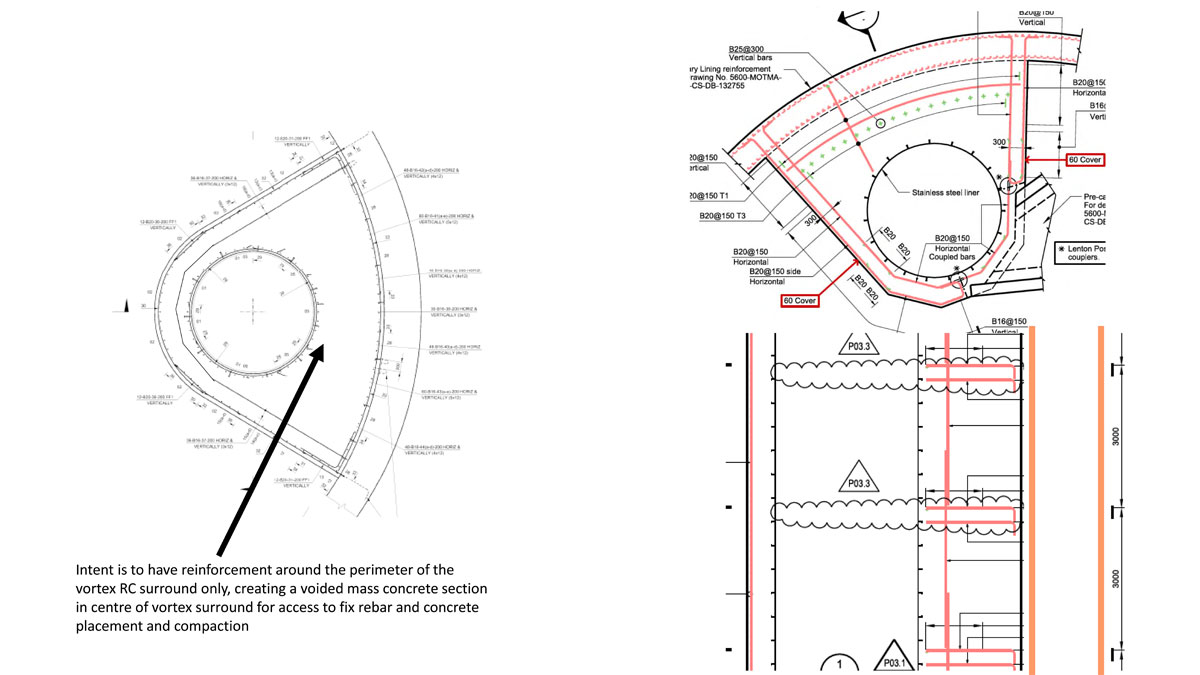
Change to detailed reinforcement design – Courtesy of FLO JV
Fabrication
The fabrication requirements of the tubes provided their own unique challenges. As the tube segments were to be stacked, the tolerances required during manufacture became increasingly important and the alignment of component parts critical. FLO JV and Power Systems Services worked together to develop features and solutions in the tube manufacture to reduce manufacture and site installation time and risk.
New techniques were developed in the fabrication and management of the tubes to ensure items were delivered to specification and meet the project requirements. The project management of manufacture was through the entire supply chain from raw material production to client supply and handover. Regularly scheduled meetings between the Joint Venture and PSS ensured pertinent data was shared and modifications to schedules were noted and managed in a transparent manner.
The fabrication requirement driven by the tube design posed several challenges due to the nature of the material used for manufacture including,
- Heat distortion.
- Shrinkage at welds (very pertinent with thicker section).
- Raw material supply tolerances.
- Section bending tolerances.
- Welding sequencing.

Fabrication of vortex generator segment – Courtesy of FLO JV
Throughout the process of fabricating each section, dimensional control was managed by a series of physical survey techniques at strategic manufacturing process steps. In addition analysis of movement due to heat or shrinkage was fed back into the manufacturing process of subsequent tubes to ensure lessons were learned and not repeated. The final inspection step of 3D scanning ensured the physical artifact represented the design requirements.
The close collaborative approach of the FLO JV on the central section, the temporary works designer and the fabricator has ensured:
- Compliance with the specification.
- Timely delivery of the fabricated parts.
- Practical and robust handling without distortion.
- Comprehensive manufacturing records.
Lifting
The main difficulty regarding the lifting of the vortex tubes was to design and execute a safe method to transition the tubes from horizontal (as delivered) to vertical. Several workshops were held across the project APs & TWCs which resulted in a project-wide temporary works design and CATIII check being produced. These designs and methods were then briefed in detail out to each site lifting team to ensure compliance and competence when undertaking the lifts. Lessons learnt from the initial pipes lifted and installed were also fed around the project.
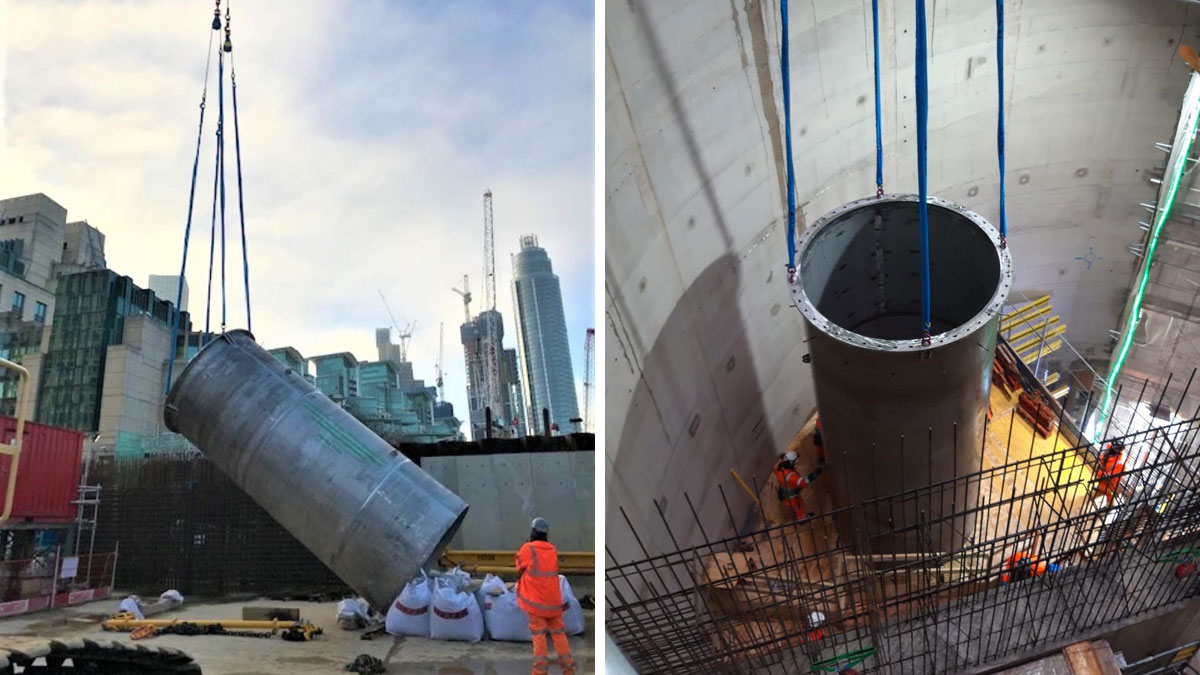
Pitching and lifting of vortex tube – Courtesy of FLO JV
The main principle of the lift was to use three sets of equalisers to minimize the load experienced at each of the 4 lifting points whilst maintaining the smoothness of the transition from horizontal to vertical. To remove the costs and risks associated with tandem lifts the lower end of the tubes remained on the ground with a simple pitching frame to reduce the stresses experienced by the flange. The existing bolt holes were used as lifting eyes wherever possible to further reduce the fabrication required.
For the top tube and vortex generator throat section, due to the asymmetric nature of the loads electric chain hoists or air hoists were also used such that the plumb of the units could be manually adjusted to facilitate the bolted connections. For the vortex generator throat section it was also deemed necessary to carry it out as a tandem lift due to the fragile nature of the shear studs present on the load and no stable pitching edge. The above photographs show the lifting arrangement for the symmetrical sections (left) and the lifts being carried out (right).
Site installation
The installation of the vortex tubes within each of shafts all revolved around the same core principles. A falsework deck installed from the base of the shafts to the bottom level of the first vortex tube (below). The deck propping was substantially reinforced below the vortex tubes and provided with adjustable bottom jacks to allow for alteration dependent on the level of settlement seen once weight of the tubes compressed the falsework. This adjustability was required to hit the onerous tolerance requirements for level of the vortex generator.
A temporary works design was undertaken to check the tube stability prior to the initial install and during concreting operations. Connectors were welded onto the vortex tubes in set locations to allow for temporary props to be installed and held back to the shaft concrete lining. Props restraining the tube are shown in the figure below.
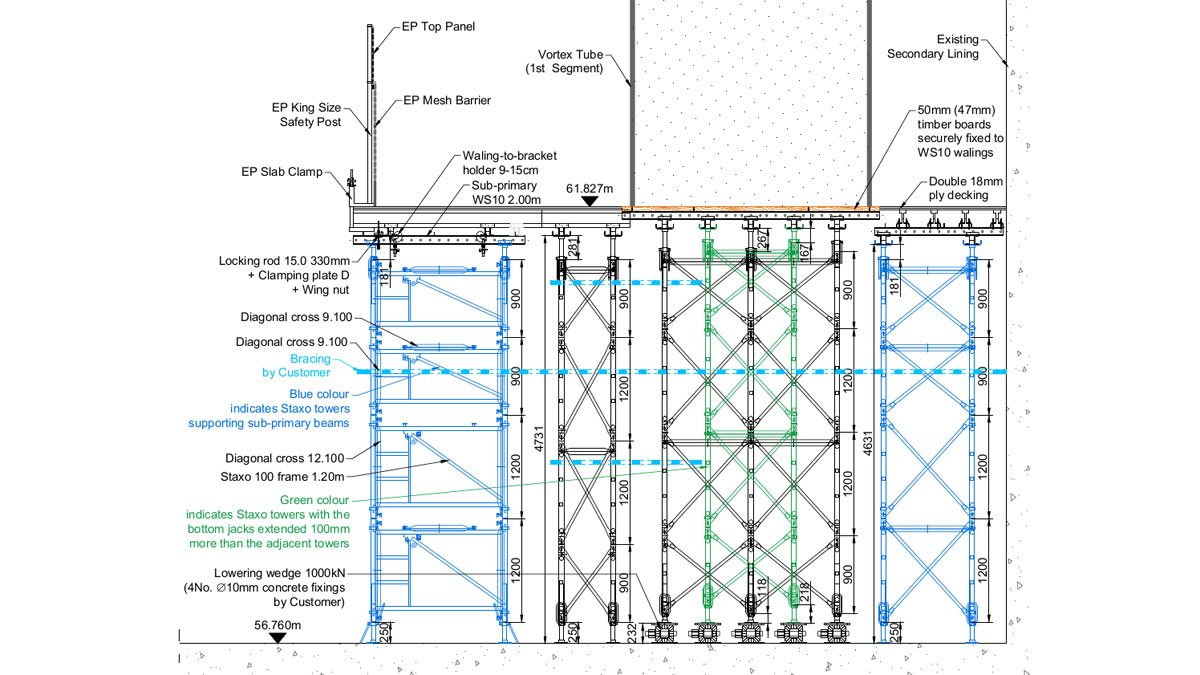
Falsework decking provided to support to the vortex tube. High capacity adjustable jacks can be seen at the bottom of the falsework under the tube – Courtesy of FLO JV
After this the concrete surround was cast in a series of pours, typically 3m high, with the falsework following the pour invert up the shaft. Each subsequent tube was installed once the concrete level was just below the flange of the previous tube.
The photograph below shows the sections of the vortex generator at the top of the installation.
Due to the strict tolerances for install within the project specification a number of tools were used to ensure compliance. Magnetic prisms and markings on the flanges and dowel pins allowed for rotational orientation. Slotted holes in alternate flanges allowed for tolerance when installing the bolts. Hold points and as built surveys were also factored into the fabrication process which allowed for any minor adjustments due to settlement or level changes.

Complete vortex generator installed at Heathwall – Courtesy of FLO JV
Conclusions
Through the detailed design-phase FLO JV along with the engaged supply chain partners were able to optimise the design and installation requirements which has enabled the timely fabrication and installation of five vortex drop pipes to date. The remaining six drop pipes are currently being fabricated and will be installed by early 2022.