Veolia Water Technologies UK
AnoxKaldnes™ MBBR (2022)

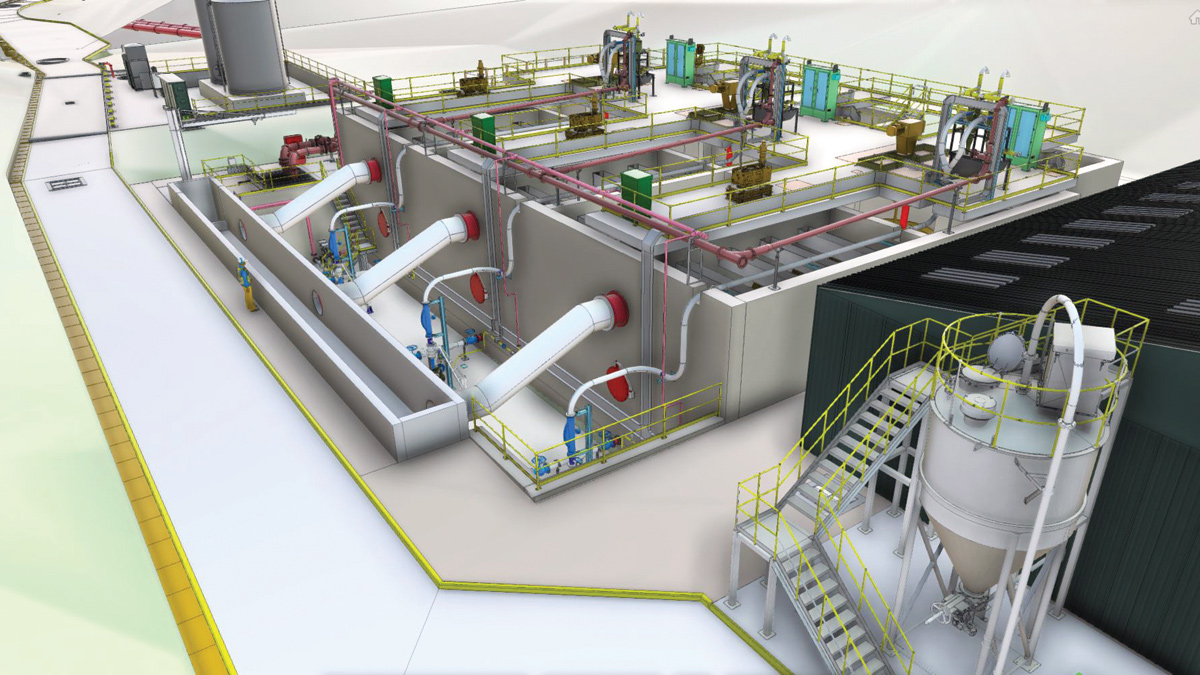
Heathrow Airport glycol removal plant - Courtesy of Veolia Water Technologies
AnoxKaldnes™ moving bed biofilm reactor (MBBR) is a biological wastewater treatment system for industrial and municipal markets. First devised over 40 years ago, it is now used at over 1000 sites worldwide to remove biochemical oxygen demand (BOD), ammonia and nitrogen from process water and wastewater. MBBR biological wastewater treatment involves thousands of plastic biofilm carriers. These have a large protected surface area which provides optimal conditions for microbial growth. The carriers are suspended and circulated in a wastewater tank by air diffusers (aerobic treatment) or mixers (anaerobic treatment). Biofilm grows on the surface, separating microorganisms from the wastewater. Retention sieves keep the biofilm carriers in the tank while the excess sludge and treated water flow out, ready for discharge or further treatment.
AnoxKaldnes™ MBBR
The AnoxKaldnes™ MBBR is highly effective technology for removing biological wastewater contaminants at municipal and industrial wastewater treatment plants. It is available as a standard prefabricated package and is ideal for sites with a small footprint. As well as being used as a standalone treatment, AnoxKaldnes™ MBBR can also be used as an economical pre-treatment or post-treatment alongside other processes such as activated sludge.

Plastic biofilm carriers – Courtesy of Veolia Water Technologies
Case study: Heathrow Airport Glycol Removal Plant
In the first project of its kind in the UK, Heathrow Airport aimed to provide biological wastewater treatment for glycol runoff from the runways prior to its discharge into the River Crane. The project is part of Heathrow’s environmental ambition to continue to improve the discharge into the River Crane in the future.
An organic compound from the alcohol family, glycol, is commonly found in antifreeze solutions and, as such, is used as a de-icer on aircraft during the winter months. In the case of Heathrow, it was necessary to create a solution that could be kept in a semi-ready state throughout the winter, for use during cold spells when the antifreeze is in use and present on the runways.
Following a competitive bidding process, Veolia Water Technologies UK (VWT UK) was selected to design, supply, install, and commission the plant. The water treatment technologies and services expert will continue to operate the new plant.
The solution
At Heathrow, the new glycol removal plant takes water from a runway collection lagoon, processes it and discharges it into a separate four-part clean water lagoon, prior to its release into the River Crane. The plant itself includes two 1,100m3 AnoxKaldnes™ moving bed biofilm reactor (MBBR) treatment tanks, through which the effluent passes.
Prior to the project, VWT UK developed and tested the bespoke solution on a small scale at the VWT AnoxKaldnes™ laboratory in Sweden using samples provided by Heathrow. This was carried out to ensure that the technology would provide the necessary level of treatment for the airport’s runways.

Heathrow Airport glycol removal plant – Courtesy of Veolia Water Technologies
MBBR systems utilise aerobic wastewater treatment methods by using active biofilm carriers made from plastic with large surface areas on which bacteria grows with optimal culture conditions. These carriers are kept constantly in motion within the tanks using aeration, allowing the bacteria to break down organic material in the wastewater – in this case biochemical oxygen demand (BOD), of which glycol is rich, and ammonia.
Following the MBBR stage, water enters a coagulation tank, followed by a flocculation tank before the solid flocs pass through one of VWT’s Hydrotech Discfilters. The filtered solids, or sludge, is then thickened and disposed of while the treated water is discharged to the clean side of the lagoon.
Results
The plant at Heathrow processes 720,000 litres of runoff water per hour and 550kg of BOD per day. Due to the large surface area of the carriers in the AnoxKaldnes™ MBBR system, the airport can treat a high quantity of wastewater using a very small footprint. VWT UK’s solution also has space to increase the hydraulic capacity with a third MBBR system, should it be required by Heathrow in the future.
Case study – Hooe Wastewater Treatment Works
Located close to a large village in East Sussex, Hooe WwTW was required to tighten its final effluent discharge permit figures in order to meet tougher new Environment Agency permit requirements. This included a 95%ile ammonia permit of 12 mg/l, a 95%ile BOD permit of 20 mg/l, a total phosphorus permit of 0.7 mg/l and a 95%ile suspended solids permit of 40 mg/l. Other requirements included a 95%ile iron permit of 4 mg/l and an upper tier iron permit of 8 mg/l.

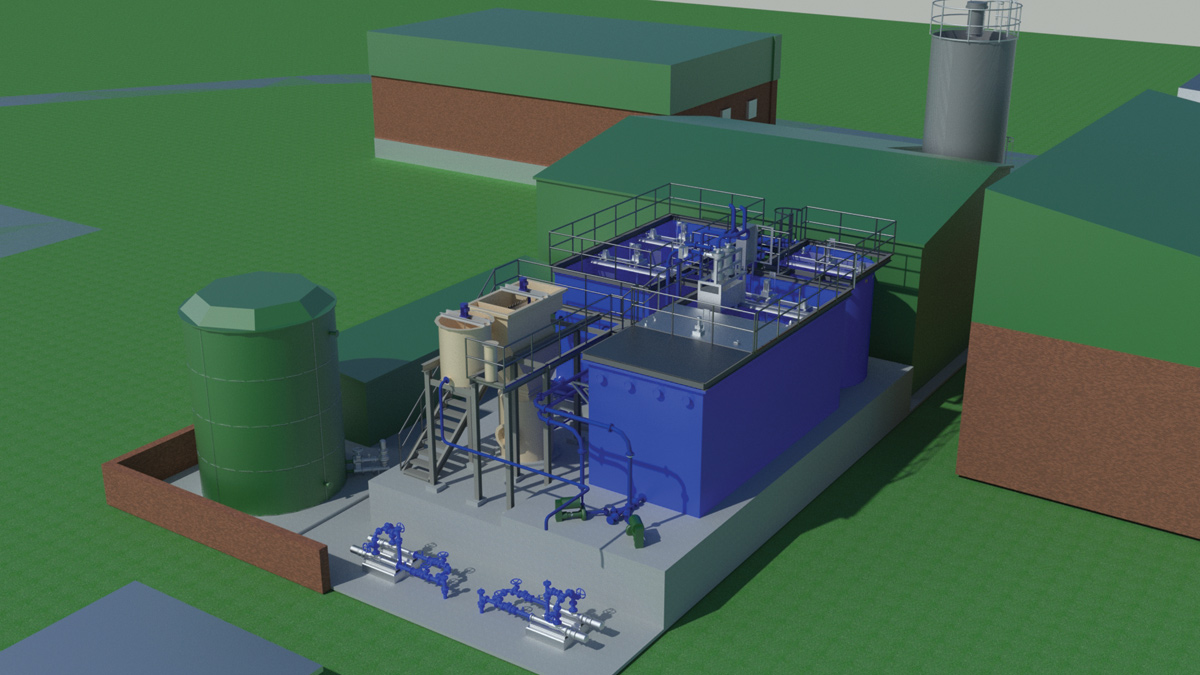
Hooe WwTW – Courtesy of Veolia Water Technologies
In addition to this, the new wastewater treatment solution also had to be installed and operational before the regulatory date of 31 March 2020 came into effect – a critically short timeframe.
Initially, the site planned to implement a new activated sludge process plant that would extend beyond its site boundaries. However, when planning permission was rejected for this, Hooe WwTW required an alternative solution with a small enough footprint to fit inside the compact site’s perimeter.
The solution
To meet these requirements, VWT UK supplied a two-streamed AnoxKaldnes™ MBBR, composed of prefabricated glass reinforced plastic (GRP) MBBR tanks, which included retention sieves, air blowers and medium bubble air grids. A prefabricated Multiflo lamella settler was also supplied by VWT UK.
With the need for a short delivery programme, VWT UK carried out the manufacture and testing of the system’s tanks offsite, significantly reducing the project’s total delivery and installation time. The congested site also led to the transportation of the prefabricated solution to the site by crane to reduce the impact of deliveries, haulage and traffic within the local area.

Hooe WwTW – Courtesy of Veolia Water Technologies
Once on site, the solution was then commissioned by the VWT UK team, as part of the site-wide construction, installation and commissioning overseen by Southern Water’s framework principal contractor, CMDP, a Costain/MWH Treatment joint venture. Due to the rural location of the site, VWT UK and CMDP liaised closely with local residents throughout the project to ensure any disruption to the nearby village area was limited.
Results
After commissioning the AnoxKaldnes™ K5 MBBR plant produced high rates of ammonia, BOD, solids and phosphorus removal, achieving the discharge permit figures stipulated by the Environment Agency, while treating up to 60 litres per second of effluent.
For more information: Veolia Water Technologies | +44 (0)203 567 7400 | www.veoliawatertechnologies.co.uk
![]()